When you click on links to various merchants on this site and make a purchase, this can result in this site earning a commission. Affiliate programs and affiliations include, but are not limited to, the eBay Partner Network.
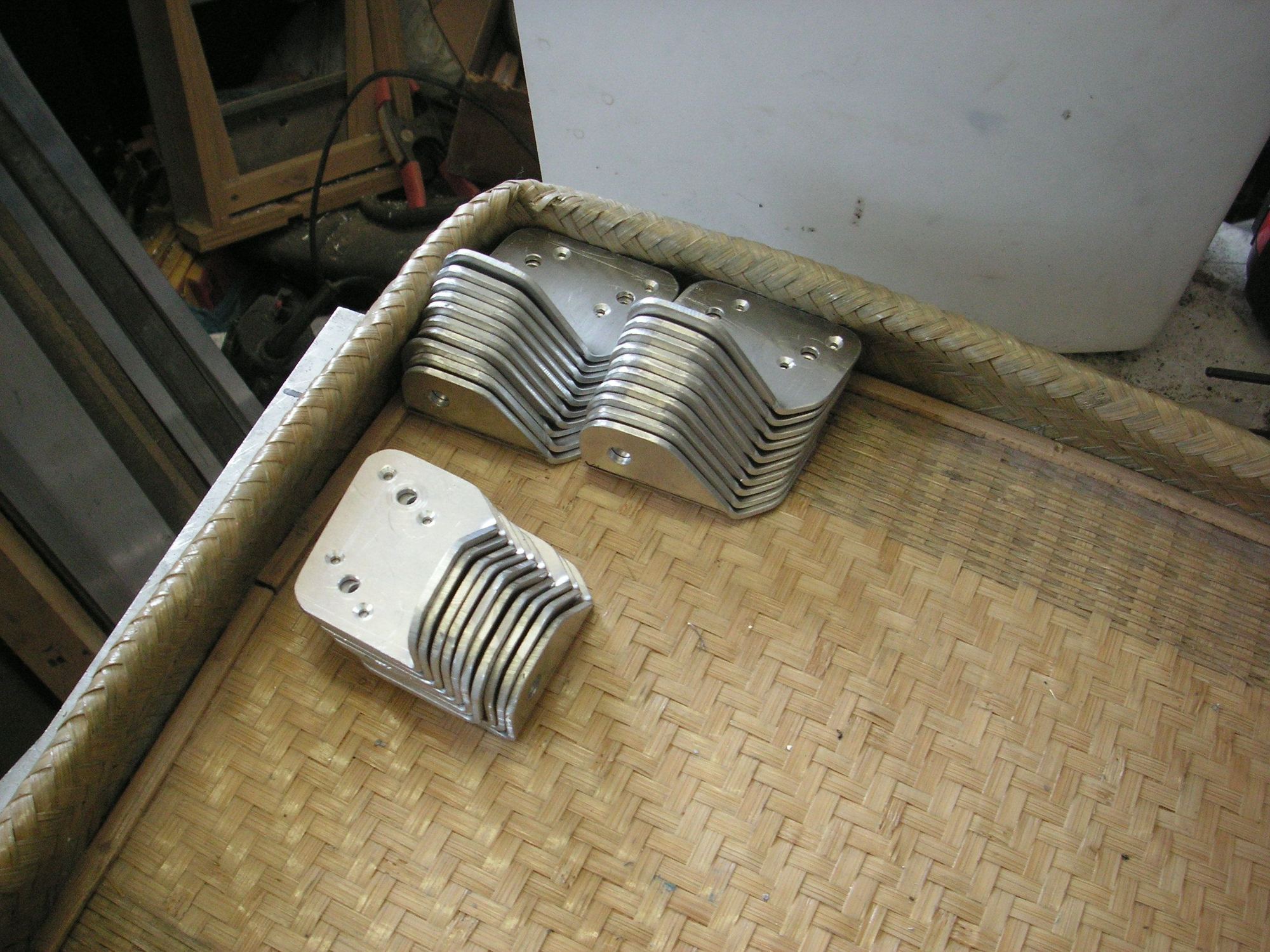
Bending these tabs take about a minute apiece, but I can only do about 40 of them before I have to go do something else. I did the last group of 40 in 35 minutes. Now I have only 40 or 60 left to bend with this first 90 degree bend.
The next step is going to be to mill the slot in the top of each one. That is probably going to take two or three minutes each, so I'll be at that for a while.
I finished the bending of the tabs and got a good start on the milled slot in each of them. I have 80 with a milled slot. It takes me an hour to do 40 of them which is a little better that I had expected. So, I have four more hours of slot milling, then the last bend in each one. I think the last bend is going to take about a minute and a half to two minutes each. Boy, will I be glad to get these tabs done.
Last edited by Jerry Feather; 03-17-2021 at 09:45 AM.
Now I have 180 of the tabs milled with the slot in the top, and 60 to go. The slot is just over 3/4 inch long and a quarter inch wide and round at each end, of course. I'll have to fit a pair of these to another pan and do a test fit to one of my cars again to be sure that the sweet spot is in the slot. With the slot 3/4 inches long and with a 3/16 inch screw that should give just over a half inch of adjustment at the tab. The tap is at about 3 to 3 1/2 inches away from the focal point of the pan rotation, so with the pan being close to a foot wide, front to back, that should allow close to 2 full inches of travel for the trailing edge of the pan which is probably overkill in respect to what is needed. I think it probably needs only about an inch of travel, which is akin to the amount of failure that can be expected in the motor mounts that allows the motor to settle that much.
I have these tabs down to the last 20 to mill the slot in. Next I'll be putting the last bend in them. It will be interesting to see how much time that takes.
Last edited by Jerry Feather; 03-19-2021 at 06:03 PM.
The final bend in these tabs is going pretty quickly. I think I can bend 10 of them in about 5 or 6 minutes. I have 80 of them with the final bend and will try to finish up the rest of them (160) later today. In the mean time I need to work ou one of my cars for my daughter to drive so she can go find a job. It wont be a 928, or even my 911.
That went quicker that I had thought. It turned out that I could put the final bend in the tabs at the rate of 10 in about 3 minutes. They are all fully bent at this point. The next thing I need to do is kind of burnish them to get them ready for anodize. I would like them to look a little bit professional and they might not as they are now finished since the anodize will simply show them as they are. I bought some kind of brillo ***** on a shaft that I can chuck in my mill and spin it against the tabs held by hand. I'm not sure how that is going to go. I need to find the ***** first.
The burnishing brillo ball chucked in the mill is working pretty well at burnishing the tabs. I have about a third of them done, but it takes about a minute each to do. I am trying to work 10 of them up in one sitting in between other things I have to do, so it will be this weekend before I get them all done. I had to spend last weekend working on another one of my cars to get it into condition for my daughter to drive. Now I have a few orders of Spare Tire Covers to work up and ship. They take me about a hour to complete.
Also this weekend I need to fit one of the last versions of the Pan in one of my OB cars, just to be sure that I am at the final stage of development and before I spend over a hundred bucks on anodizing. Then, if all is well I hope to start forming these pans at the rate of at least one a day and maybe two or three. Overall I expect, with finishing the pans, I wont be able to produce more than one a day and maybe only about 4 or 5 a week. We will see.
I now have all 239 of the tabs burnished and ready for anodize. I'm going to have to try a pair in one of the later pans in one of my cars, or maybe even two of them, to be sure I have them both correct and then I'll spend the $1 each to have the tabs anodized. I did finish out one of the last two pans to do this fitting with and find that it takes me nearly a half hour of grinding and filing to finish one out. That is more than I had hoped for, but still within my 3 hour estimate of time to make one of these pans. I think with a little more care in the cutting out with the band saw I might improve on the finish time.
Last edited by Jerry Feather; 03-29-2021 at 11:11 AM.
I have kind of taken a little breather from this project for a bit. I have several other projects that have built up in the meantime that need my attention. My F250 truck blew both head gaskets so that has taken it out of service for a while and I need it to go to Texas to pick up some 928 parts and the 86 I bought from Herm. Then I am in the middle of changing the brakes on it also. I started the 78 battery lid project which I kind of hope to work into the whole forming process with these belly pans. I will however be stringing that project out a bit so as not to delay much further these pans.
Right now I am working up the pan blanks I have on hand, about 25 of them, some left over from the first batch that I was prototyping with and a new batch of 18 I just bought, to prepare all of them for forming. To have a blank ready to press takes some bending, some holes drilled and some band saw work just to get one ready to put in between the dies to press. I thought it might speed things up if I prepared a batch of them together rather than one at a time to press. I should have that done before I leave for Texas.
I also worked over the letter and number dies that I am going to use to name and number these pans by stamping them into the pans. I haven't quite decided just where to put the name and number, but have figured out that if I name and number each blank first, since that puts a slight dent or bulge in the metal, perhaps it will tend to press out when the pan is finally formed. I haven't tried that yet, but I'll be doing the name and numbers in this process of blank preparation.
Last edited by Jerry Feather; 04-22-2021 at 11:19 AM.
Hi Brad. I have been sidetracked a bit lately, but got back to this project this morning. I am working up the current batch of material to begin forming and will work on that some more tomorrow. I hope to form about a dozen of these in a kind of batch and then begin doing them one, two or three at a time as time goes on. I'll be posting in my business membership when I have the first of them ready to ship.
I can finally announce that I have started production of these Pans. Actually that may have started a couple of weeks ago when I worked on the batch of blanks that I have on hand and which I drilled with pilot holes and stamped the name and numbers on them; but today I was able to fold, form and roughly trim the first three of them into their production form. It took me just over three hours to do this phase with these three, and I doubt that I will be able to improve on that, except for the two delays that I had to work on my band saw for the rough trim out. I did these three between 9:30 and 12:30 this morning and if I were younger I could probably do another 3 this afternoon. I haven't worked the air driven tools into the process, but when I do that may save me 20 or 30 minutes in this first process, not to mention the psychological effect I think it will have. That one is going to be a hard one to explain but I think I have kind of figured it out.
I think tomorrow I'll try to work up the next phase of finish work on these three pans and see how that goes. I still have to try to fit one of these last versions of the pans in one of my cars; and I still have the 82 jacked up to try that. Maybe tomorrow I'll work on that.
Last edited by Jerry Feather; 06-12-2021 at 09:48 PM.
Well, I didn't do what I said I was going to do with these Pans today, but rather I just went out to the other shop a couple of times and formed 4 more of them. I think what I need to do with this production process is get it to the point of being kind of mindless in respect to the three or 4 segments of it. Right now I think I am getting the forming process down to that point so I don't have to think much about it but rather just go do it; and if I can do that with a couple or maybe even 3 at a time I'll be able to fit it in with other things I need to do. Next I'll try to work the fine finishing phase in to the same kind of program. I think I'm going to do that when I have a dozen or so pans formed. Then maybe I'll be able to have the production at a stage where all I need to do to fill a given order is perhaps the final finish stage, and that will likely be the paint.
Last edited by Jerry Feather; 06-14-2021 at 09:52 AM.
I think I have the pressing sequence down pretty well in this process. I first press the pans with the heavy metal plate and 2 by 3 inch press bar with the bar longways in the center. Then I move the dies forward in the press and press with the heavy bar along the back of the plate and dies. With each pressing I have to tighten the hold down and guide bolts down to where the dies are and snug them. Then I move the dies forward and press along the front of them, and again tighten the bolts.. Next I turn the dies cross ways in the press and pull them out to press along one end of the plate and make a final tightening of the bolts at the end. Then pull the dies out a bit more and press on the end dies a tiny bit at a time since they have to move slightly back in their downward travel and the press does not articulate sideways very well. So that involves press a bit then up and then press again and so forth. I can actually see the press ram jump a tiny bit sideways with each of these pressings. Then I have to do a 180 with the dies and do the other end of the center plate and die and the end dies at that end in the same manner. Then it is a process of returning the dies to their original position in the press and take it all apart.
One thing I still need to develop is just how much torque to put on the hold down bolts in their final tightening. What I am finding is that when I tighten some of them when the dies are under pressure and then try to take them out in the disassembly process they are just way too tight. I think that has to do with the flex in the dies and the metal being formed. The problem I see with that is that it is going to destroy the threads in the aluminum female base die. I think I'm going to try to figure out how tight not to put them at their last tightening.
My intuition told me that the hold down purpose of these large bolts was important, but I only figured out this weekend why that is so. The center die needs to be held down to at or very near its final position so that when the end dies are pressed in they do not tend to un-form the center part of the pan. Duh.


 03-15-2021, 11:46 AM
03-15-2021, 11:46 AM