When you click on links to various merchants on this site and make a purchase, this can result in this site earning a commission. Affiliate programs and affiliations include, but are not limited to, the eBay Partner Network.
I made another pan this morning and it took just about the same time, 1.5 hours. I was going to see if I could make two of them today, but I am finding that the wrestling with the dies to make one is very much hard labor, so I have doubts about my ability or willingness to make more than one a day. However there are still a couple of things I think I can use to reduce the time and effort involved. I'll be working on that.
I am still refining the sequence of pressing on the dies to get the pans fully formed. I have much of that worked out, but in studying my recent efforts very closely I see where I need some further refinement in the nature and extent of pressing. It turns out to be kind of a science; or something like that.
Later today I am going to try to work up some of the rest of the top tab mount blanks. When I have them milled and ground to shape I'll get them deburred and then start the final phase of finishing them.
Last edited by Jerry Feather; 01-18-2021 at 10:43 AM.
I
I am still refining the sequence of pressing on the dies to get the pans fully formed. I have much of that worked out, but in studying my recent efforts very closely I see where I need some further refinement in the nature and extent of pressing. It turns out to be kind of a science; or something like that.
.
Jerry, you will be a press/die master in no time!
There are a few die/forming simulation tools out there, but nothing is free. I know most 928 owners will desire a flawless piece, where-as myself would be ok with minor imperfections. Something to think about.
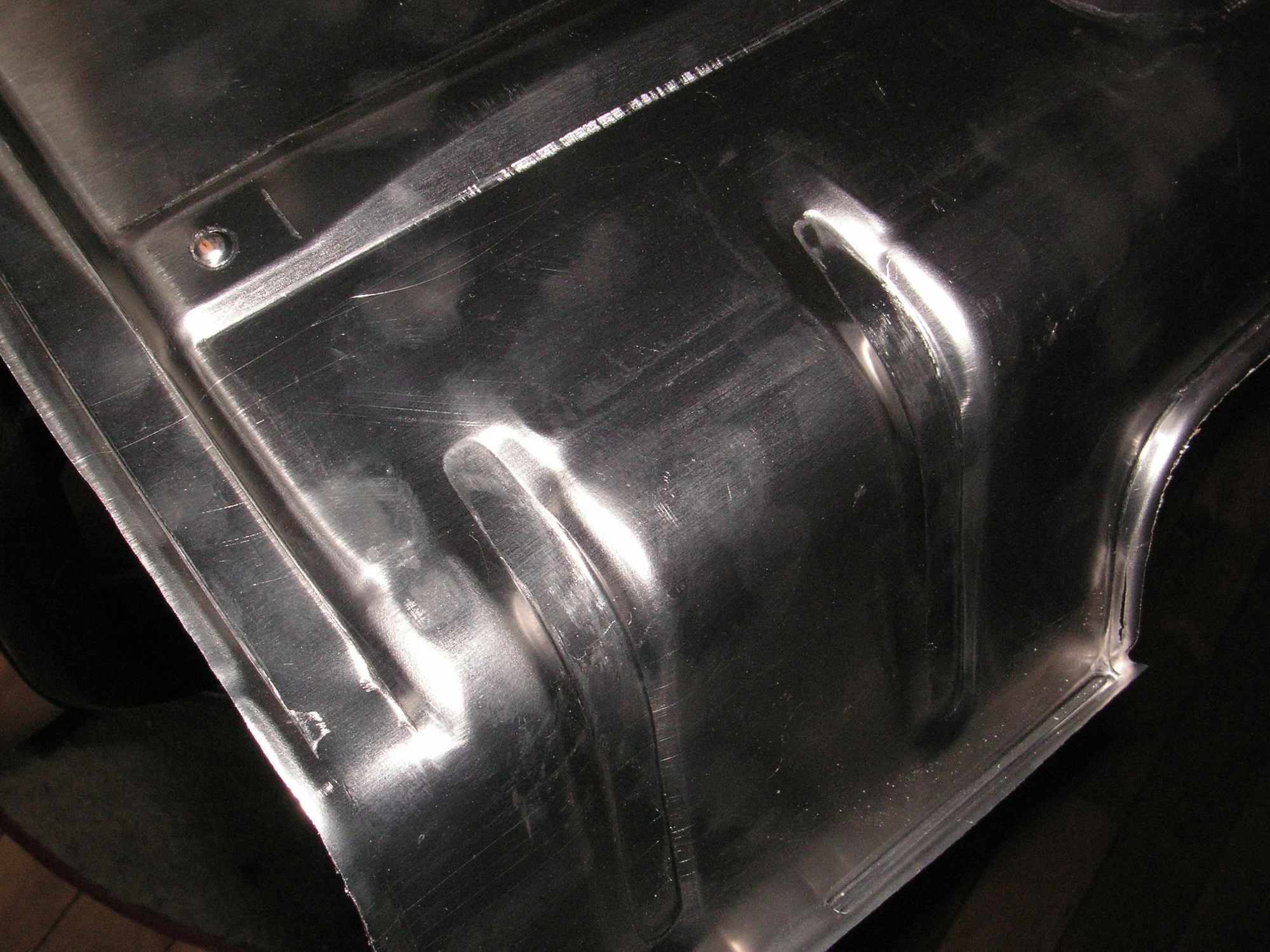
I like it. Nice work Jerry. On my car I painted the pan matte black on the bottom side and polished the inside. It adds a bit of light with the reflection
I like it. Nice work Jerry. On my car I painted the pan matte black on the bottom side and polished the inside. It adds a bit of light with the reflection
There's a great metal polish and protectant (2 different products) by a company called Sharkhyde. Once you polished that top side, using the protectant would keep it shiny and make it really easy to clean. I use the polish paate with a Mother's foam cone and air drill. The protectant wipes on with a clean white rag/diaper. I've not tried the protectant on hot exhaust components, but did use it on the Cargraphic heat shield under the Cayenne muffler, which was new when I installed it.
How good is it? All these had miles on them before polishing.
Interesting, but almost heading kind of off topic. The closest I might come to this finish is to simply offer the pan unpainted which will mean also that I have not scuffed the surface for paint adhesion.
Interesting, but almost heading kind of off topic. The closest I might come to this finish is to simply offer the pan unpainted which will mean also that I have not scuffed the surface for paint adhesion.
Jerry, I didn't figure you'd offer this, but maybe the end user if they wanted a non painted or powdercoated finish.
This prototyping phase of this project that I think I still find myself in continues to tell me things that are helping me to refine both the forming procedure and the end result. One thing I have found is that the series of shims that I have been putting in between the center die and the end male dies are turning out to be pretty much the same total thickness at each corner. Even though the spaces for them when the dies are placed into position are kind of different, I am pretty sure that the accuracy of the dies is good enough for the spaces to all be just about the same. I have learned that there is enough movement, a tiny bit, in the bolted down dies that the shims simply cause the dies to closely align in the forming under the many tons of pressure, but that movement I think is not enough to give rise to damage to the dies. It is simply movement of a very few thousandths of the bolts in their bolt holes.
One of the nuances, or small group of common nuances that I had been anticipating simply living with are actually caused by the gap between the top dies where the shims go. Then this morning while planning some progress it occurred to me that the nuances might be eliminated if they were somehow filled by the shims. Of course that will not work because there is no pressure on the shims as the pan is formed. Then It occurred to me that since I am discovering that the shims are all about the same thickness why don't I simply add them to the male outer forming dies and with the correct contour on the bottom to eliminate the nuances. Great idea. I'm going to work on that today. Doing that will also eliminate some significant time now being spent in locating and later removing the shims in the pressing process.
Last edited by Jerry Feather; 01-24-2021 at 11:34 AM.
Another thing this prototyping is telling me is that it looks like I or we are going to have to live with some warp in the Pans as formed. That is not a big deal since I am certain that it will not interfere with the installation and use of the pan. I have tried to eliminate the warp by shortening the work piece in the dies before being pressed, so it will stretch more, but the only result of that is to cause tiny cracks in the material at the inner corners of the notch along the rear edge that fits around the oil pan. Those could be welded up and finished with no consequence, but I'm going to try to keep that from happening.
What I have concluded about the warp is that it simply is a result of the stress that I am forcing into the work piece in the pressing, particularly, I think, the pressing of the major bulges at the back of the pan. I think the reason that some of the early pans do not have the warp is that they are all broken in numerous places and the cracks, breaks, or ruptures have relieved the stress otherwise pressed in. Again, the warp will be overcome by the mounting of the pan, so I think we are going to live with it.
Last edited by Jerry Feather; 01-23-2021 at 03:46 PM.
One of the things that I was originally concerned about in regard to pressing the male end dies into place was the fact that the travel of those dies downward is at an angle while the press ram presses only straight down. At first I troubled with some ideas about how that difference in travel might be allowed for is some kind of connection contraption; but in the process of prototyping I discovered that there is enough "slack" or whatever, in the ram travel, that it will move offset a bit as it presses down. However, since I think that that is causing some stress somewhere in the press I decided not to rely on it for the full travel downward. I have found that I can kind of utilize that tendency some by simply pressing a little bit, then releasing the pressure, then pressing a bit more, and so forth until the end dies is seated. Each time I do that I can see the ram reset a tiny bit over for the next press. That has worked out very nicely.
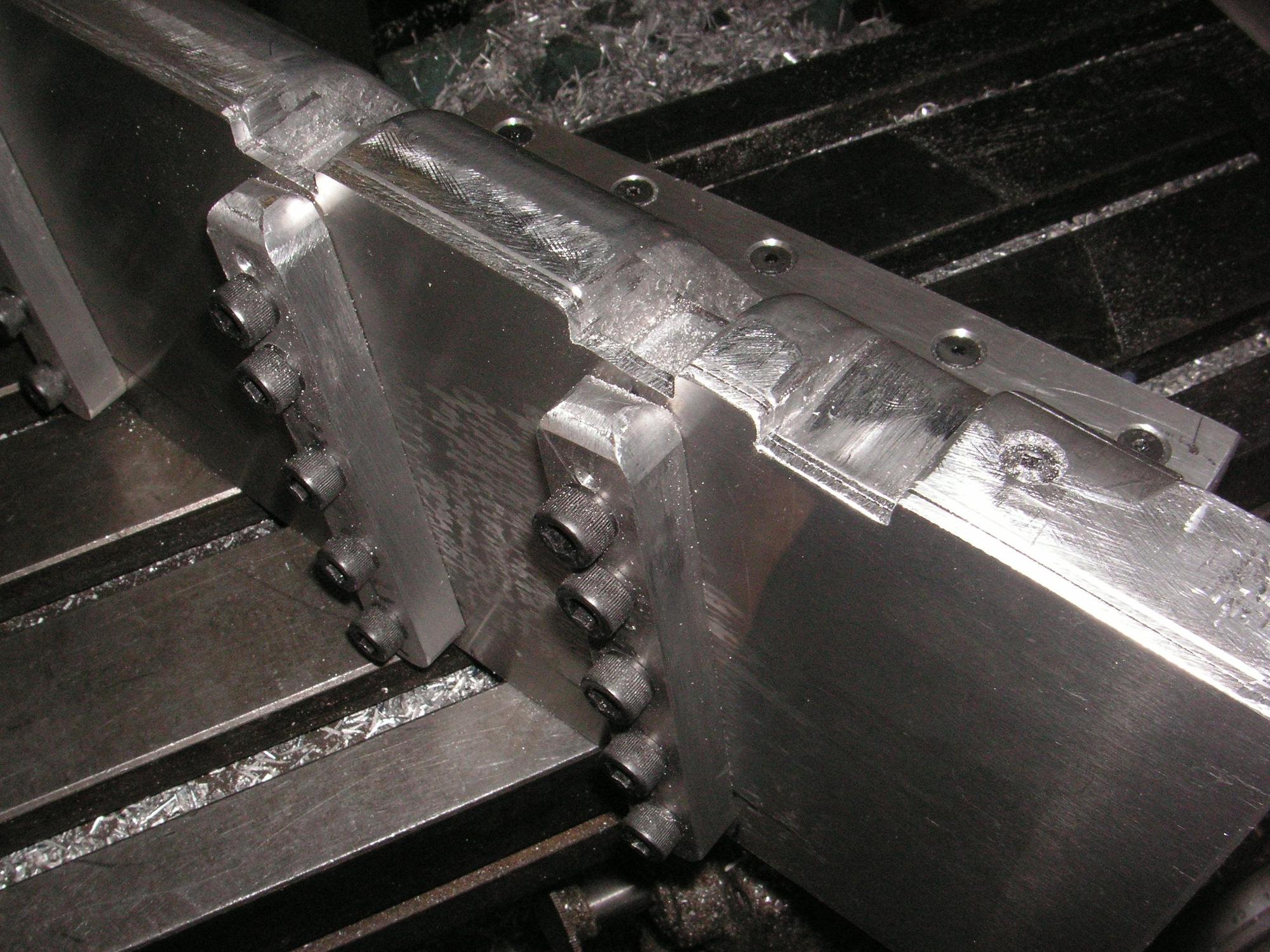
I got one of the end male dies built up with a layer of shim. I simply cut two sheets of aluminum, one .090 and one .050, into the shape of the inside surface of the die, the surface that mates against the center die, and drilled them to match the guide bar bolt holes and bolted them into place. I'm surprised that the idea did not come to me a long time ago.
There are a lot of you guys following this thread, and I'll bet that there are at least a handfull of you who wonder "how in the world did he get the holes in the shims to line up?" Actually I too wondered how I was going to do that right up until I had to do it. The problem was that when I remove the guide bars and their 15 bolts then lay the shims over the face of the die the holes are, of course, covered up. And there is no way to put the guide bars on and mark the holes, for the same reason.
What I decided to do was to simply measure the location of the top and bottom holes for each guide bar from the front and top of the die as carefully as I could with a ruler and transfer those measurements over to the face of one of the shims. Then, because of the nature of the measuring, I drilled those 6 holes slightly oversize. The bolts are 5/16 so I drilled the top and bottom holes at 3/8 inch. That allowed a little bit for the lack of exact accuracy in the measurements and drilling at the marked locations. Then I bolted the assembly together with the shims under the guide bars and only with the 6 top and bottom bolts. That worked pretty well.
Next I carefully started a 5/16 inch bit into the top shim through each of the other holes in the guide bars with a hand drill but just enough to mark the center of each of the other 9 holes in the top shim. Taking it apart again and clamping the two shims together I then drilled the 9 new hole locations using the mill as a drill press. After deburring the holes I then bolted it all back together, and then with at least 9 of the 15 holes fitting accurately, which is enough to keep the shims from shifting in the pressing process, it could be finished along the bottom edge to match the die.
Now, as soon as I finish my coffee, I'm going out to the shop and do the shims on the other die.
Ok, I got the other end male die shimmed like the first one. It took about an hour and a half which I think was a bit less than the first one, but even then my measuring of the first oversize holes did not work out as well as before. I had to spend some time with a round file to elongate several of the first oversize holes to get the guide bars to bolt on and with the shims in the proper position. The rest of it went well. Now I am anxious to go out to the other shop and see how the pressing goes with these dies kind of modified. In the meantime I need to work up some Cowl Covers for some orders, or at least get a good start on them before I go.
I really love this project. I took the end male dies out to the other shop and put them into service. The result was about 95 percent of what I hoped to expect. I think I'll live with that. As to the reduction of time in dealing with the shims that is 100 percent. I'm going to stick with these shims as I go along.
The next prototyping issue is the warpage in the pressed pan. The thing I hope to accomplish in this prototyping is to see just how much I can improve on the pan as formed. One of the things that I have not spent much time on is the actual shape of the work piece as it first fits into the die setup. All the pans I have formed so far have been based on me getting the work piece to simply rest between the dies before forming. I have occasionally noticed that when I bolt the work piece into position that the front edge is bowed up quite a bit. I haven't given much thought to that, but now I think I'll see if I can eliminate that and perhaps have a handle on the warpage issue.


 01-17-2021 | 04:43 PM
01-17-2021 | 04:43 PM