When you click on links to various merchants on this site and make a purchase, this can result in this site earning a commission. Affiliate programs and affiliations include, but are not limited to, the eBay Partner Network.
Those are very interesting suggestions, Stan. Thank you for your input. However, my thoughts about them are kind of negative. I can't do powder coating since my ovens only go to about 365 degrees and PC takes about 385 to 400 degrees. Then, too, my ovens are not big enough. So I would have to farm it out, and as you should know, that is not my nature. I tend to do most things that I can do myself, as you can also see in this thread, and as you may recall from the few things we did together when you were in my neighborhood. So far I have not farmed any of this project out. That has the benefit to the end users of dealing with only one margin of profit rather than two or three as with some of the other guy's 928 creations. Also although you are right about PC being more durable than regular paint, I think that will be of little use with these pans since any of the kind of damage likely to occur will equally damage either finish, and the regular paint will be much easier to repair by the user than PC. Having PC done outside would reduce my labor, except in transporting a few at a time back and forth, but even that will be more time consuming than me scuffing and then painting the pans. I don't see any labor saving with PC.
As to PC on the tabs I think it adds too much extra thickness on the surface and will likely tend to line the holes, since I would do it before I rivet the nuts on. I don't want to have to counter sink the holes after the tabs are finished and I don't want to have to clean out the rivet holes, or have PC between the nuts and the tabs. I don't see that as a problem with anodize.
As to the temperature involved with PC, I don't think that 400 degrees is hot enough to soften or anneal the aluminum pans. The material I am making them out of has some residual hardness in it, I think from simply working it into sheets, and I think there is some additional work hardness being added with my forming process. I see both of them as an advantage in the resulting rigidity, and that is one reason that I did not try to get involved in using heat in my forming process, as was suggested a few times. Too, I do not expect any kind of stress fracturing or fatigue cracks with these pans under any circumstances as they are formed.
Last edited by Jerry Feather; 02-05-2021 at 11:52 AM.
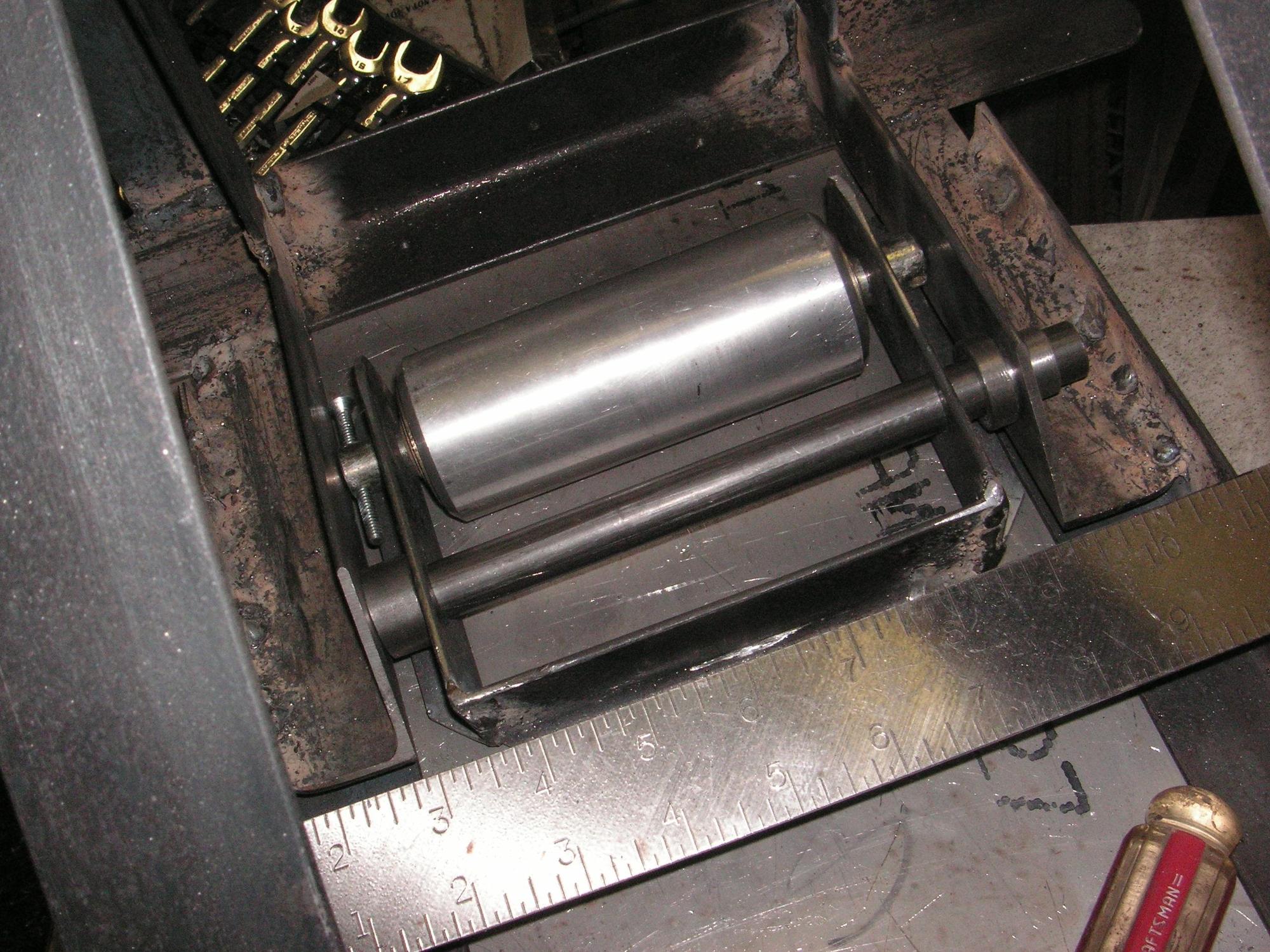
I have just about all the pieces of the new outrigger formed and ready to weld except for the angle braces. Before I can weld I need to take the basic piece out to the other shop where the press is and mark the hole locations since I have the basic piece just pilot drilled where I plan to bolt it to the press and press table plate in its location. I plan to leave it bolted up and have shortened it a bit from the first one and have kind of rounded the outer end of it so I don't poke myself in the gut with a sharp corner. In addition, I wont be able to weld all of it up since I don't have the roller yet. It is supposed to be delivered Monday or Tuesday. Also I need to cut and finish the roller handle, but that too will have to wait for a final measurement.
Here's a couple of pictures of the pieces I have made so far. These are pretty well finished except that I need to mill a coupe of relief holes in two of them so that I wil be able to remove the roller contraption.
I have the body of the outrigger welded up now; and the roller came in today's mail. Now I can finish that up and try to get it mounted. I drilled some small pilot holes in the press and the press table plate, so I will need to open them up and tap them for the bolts to hold the thing up.
Last edited by Jerry Feather; 02-08-2021 at 10:28 PM.
@Jerry Feather : This is going back a few posts, but if you'd be willing to sell some of the artists' proofs, depending on price, I might be interested in some 928 art for my garage. It will go near the old crossbrace that I have up...
@Jerry Feather : This is going back a few posts, but if you'd be willing to sell some of the artists' proofs, depending on price, I might be interested in some 928 art for my garage. It will go near the old crossbrace that I have up...
Interesting thought, Zirc! Petza raised a similar question a while back, which I think you are referring to. Since his post I have pretty much decided that since I have previously divided what I have formed so far into three groups, with the "artist's proof" in the middle, with the failures before and some production worthy pans after, that the artist's proofs are going to most likely end up in my cars, and I have 5 OBs. That should come out about even. However, to meet your desire I might be willing to work up the few failures, that I was expecting to cut up and send to recycle, and kind of finish them out as formed, with the breaks and all, but no top mounting tabs, and then work up a little legend about each of them and stick that on, then offer them to anyone who buys a finished pan, on a first come basis, of course. There will probably be only about 4 or 5 of them. One I will probably offer to Rob Edwards to add to his collection of Jerry Feather Kinetic Art.
Last edited by Jerry Feather; 02-11-2021 at 01:00 PM.
I have the mill set up to countersink the rivet holes in the top tabs and have a good start on that. 200 of them to do is kind of a drag. I'll try to finish that up a batch at a time. IN the meantime I did the folded lpair taht I had made before and will work them up to put on one of the prototype pans so I can test the fit and bends on the tabs before I bend any of the rest of them.
I also have just about all the pieces of the roller assembly worked up and need to weld one of them on plus cut and then weld the handle onto it. Then I'm goin to take it out and try to get it mounted on the press.
Now I have about half of the tabs counter sunk; and the outrigger is complete except for opening up the mounting holes when I decided what size bolts I'm going to use for that.
Last edited by Jerry Feather; 02-13-2021 at 07:09 PM.
Yesterday and this morning I have made some good progress on what I think are the final details in terns of tooling and procedure. I have all the tabs countersunk and ready to bend and finish in preperation for anocdizing. I wont rivet the flange nuts onto them until I'm ready to bolt them on because I need the screw holes open to locate where to mill the adjustment slots; but I do have a prototype set worked up with the top slot milled and the flange nuts riveted on ready to mount. First I need to hand grind out the top edge of the sides of the pan for clearance for the mounting screws.
I worked up the wood guide base for holding the pan to mill the adjustment slots it each end. I first have to clamp a tab into position, then drill the two mounting holes, then clamp the pan in the wooden jig and elongate the holes into slots. That worked pretty well, I think.
Here, I think I can say that this is my first complete prototype, except for the finish. I have the tabs mounted on the ends and ready, I hope, to try to mount on one of my cars.
I have this pan installed in my 85 and it looks pretty nice. The pictures are not very good because I could not aim my camera. I see that there is a very tight spot on the dirver's side, and I may want to do something about it. I'll have to give that some thought
Last edited by Jerry Feather; 02-15-2021 at 01:54 PM.
I had noticed before on the passenger side that the rear of the side "wing" of the pan was very close to the frame. That was when I had put one of these in this car several months ago. I didn't notice that about the driver's side then. Now I see that on the driver's side the pan is touching the part of the frame where the front of the lower control arm mounts. It is only touching and not being force up against the frame, but now I think I ought to correct that. I have had that correction on my mind for a long time and was thinking about lowering the rear edges of the pan about an inch. Then, yesterday I decided to lower them about 3/4 inch which will give at least a half inch of clearance. And, I even brought the two male die pieces home that need to be modified and have roughly cut out some plate for that 3/4 inch correction. Over night I have decided to change the correction to a half inch which should still give plenty of clearance. I'm going to work on that later today.
I also notice that with this pan mounted in my 85 the top mounting tabs are at their extreme forward position in the mounting screw slot. My first thought about that is that The tabs are still not quite correct since the screws ought to be closer to the middle of the slot. Then it occurs to me that the motor mounts in this car may in fact be shot and that is why the pan is mounting at that angle. I'm going to look into that some before I work any further on a different batch of tabs


 02-05-2021 | 11:47 AM
02-05-2021 | 11:47 AM