When you click on links to various merchants on this site and make a purchase, this can result in this site earning a commission. Affiliate programs and affiliations include, but are not limited to, the eBay Partner Network.
If you think the 964/993 cases are bad... was talking to shop this week, i guess the mezger water cooled cases are 'ok' but not great, but, the 991 GT3 cases are a mess. Need complete rework when they build large motors on them.
I don't have much experience with the 9A1 motor so can't really comment there, but I do know the water pumper Mezgers seem to be OK although the later 2011-2013 ones that were made in Spain are supposed to be pretty much crap.
Originally Posted by Spyerx
Regarding builders, it seems Rothsport is building a ton of these big motors, shop near me has one going in a car soon, and he's doing the engines for emory which is basically a short 964 motor with all the tricks. If you wanted a turn key write check that's a good place to start, just close your eyes though when you write the check... there are others that have a lot of experience with these.
Rothsport is a major buyer of my cases, so chances are if you are getting a big build from them it will be in one of my cases unless you happen to have your own 3.6 case already.
Originally Posted by Spyerx
That case pic has me seriously thinking. Starting a 2.7L build that I will spend more $ case + machine work than one of these LOL... But get a build going for my 964. Full bespoke from scratch.... hmmm....
I don't expect everyone to read every line of this thread but early on I stated that I built a 2.7 mag case motor for my 914-6 and JUST the case machining was $7300. The case had everything wrong with it that can possibly go wrong with a mag case. I just didn't feel that was an economically viable solution. Don't get me wrong, I love that motor. Nothing else sounds like a mag case 2.7 it sounds like a Le Mans car. But it doesn't make financial sense to drop even 2-3K in a mag case UNLESS you have a big time need for a matching numbers motor.
My goal with this project initially was to provide a hassle free build alternative for a case, one that was already complete and ready to go out of the box. Probably a lot of Porsche machine shops aren't too happy with this because they have been on the teat of $3K of machine work per case since these engines were created, but now I am of the opinion that starting a build based on a 30+ year old case is complete lunacy.
In fact, it doesn't have parallel in the automotive world. Let's say I was restoring or rebuilding my dad's 68 Firebird. It's a garden variety car, so matching numbers is really not important. I can, right now, with two mouse clicks order a Donovan or Dart block or even a new production crate motor. That option exists in high end Subaru motors, and in Nissan GTR motors. In fact it exists in just about every car except Porsche, where it's acceptable, and even encouraged to take a tired old case that in another car would be headed for the dumpster, and pour THOUSANDS of dollars into it just for it to achieve the same spec as it had the day it rolled off the line. Not even an improved spec, mind you. And you can rehab an old case all you want ant call it good and yet no one really knows the effect of thousands of heat cycles on that case or how much longer it will last even after a reconditioning.
Meh, that's my two cents anyways.
Originally Posted by Spyerx
Oh BTW, on the heads for these, got some feedback from one of these builders on engine dyno testing that boat tailing did little to nothing for power on these motors, and, that those huge $ custom heads were good for a handful of HP, better to just rework existing heads and spend the $ elsewhere... Any feedback on that??
[/QUOTE]
There's two questions here:
1. Boat tailing. NO it does not make any significant horsepower. It only made more power in the 2.0L motors; by the time you are up to a 102mm piston, there is plenty of places within the case for air coming off the bottom of the piston to go. Extensive testing on boat tailing by people like Jeff Gamroth and William Knight has more or less proven it to have minimal if any gains over square mains. It does, however, make for a stronger main because a square section is more susceptible to fatigue than a rounded section, or at least that's how it was explained to me by a metallurgist recently. Plus it looks cool. Cool counts, right?
2. Go get a set of Xtreme Cylinder heads on a decent build (not stock engine). They will blow you away. They flow much more than a stock head, they are better designed, they dissipate heat better than the stock head because of their mass, and they work better with a big cam. There is a reason why they cost almost 13K, and every race team as well as Singer uses them. AWESOME product. You could never modify a stock head enough to match it's performance.
When will we see a running motor and some durability results/tear downs?
Just got the new castings back from foundry today. We're machining them this week, building a motor within 1-2 weeks, and then running the car. So we are almost there....
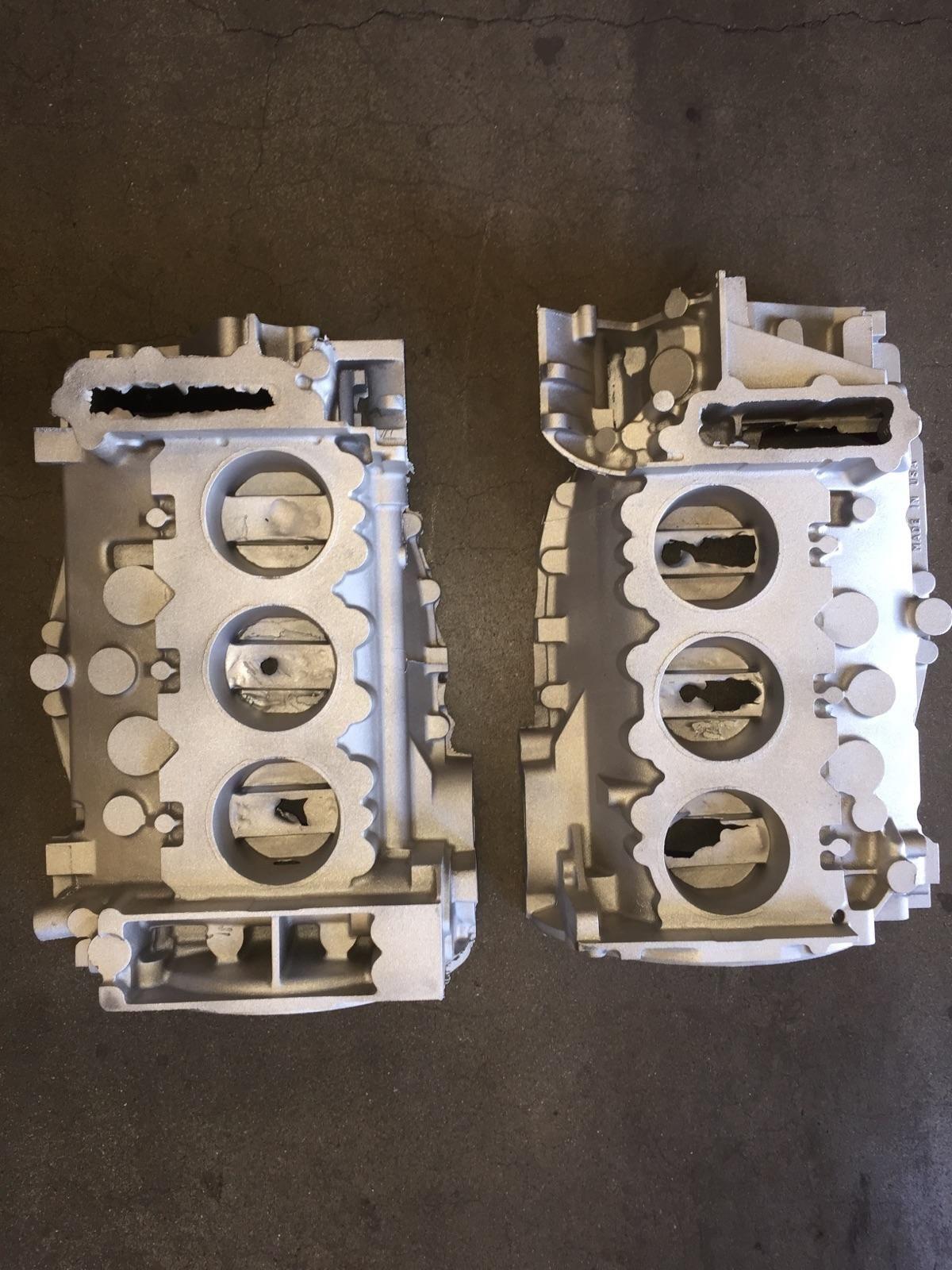
Without further ado, here are the latest castings. These represent 3+ years of work and the surface finish is amazing, just like high end cookware. I was not happy with the last round, and we have finally perfected these castings to the point they are ready to be mass produced.
My castings are better than the Porsche castings in every single way. An I am not bragging either. The materials are better, the finish is better, and the case when machined blows the doors off anything the factory ever came up with.
I wanted the best possible case for my customers and I was more concerned with it being the BEST versus it being the FASTEST PRODUCED.
Thanks to all who stuck by me. These cases are going to heat treat and will be machined next week!
I have to agree these do have a better surface finish than the prior batch. However please enlighten us to how you can claim the finish is better and the material is better without any objective evidence by outside laboratory testing comparing the factory case to yours?
Never tested the case material. I started to test some semi critical parts but most of the castings I had tested from Porsche did not conform the specs i worked to although the material was quite similar to A356T6. They designate alloys differently than we do here but it can be cross referenced. IIRC the iron content was a smidge higher but I am going off 10 year memory.. If anyone has a damaged case they want to donate I would happily send it out to an independent lab to be tested for spectrochemical analysis, hardness. and sub-sized tensile bars excised from thick and thin areas of the casting. As far as surface finish a clean factory case can't be beaten only equaled. I tested parts for surface finish for decades and the factory cases are about as perfect as you can get in a cast part. If you have any third party testing results it would help if you could compare it to the cast parts you are making. The alloy used can yield a huge range of mechanical properties depending on the specification used and how closely the procedure is followed. I found very few heat treatment facilities fallow the letter of the spec precisely and that impacts the strength of the part no matter how good the cast part comes out of the mold.
For my Boeing heat treatment work I used an approved source in LI called Burton Industries. They had state of the art equipment with drop furnaces that were able to quench the parts in less than 20 seconds yielding tensile strengths on average upwards of 45k PSI.Well above the minimum requirements.
I was focusing more on magnesium parts for the 962 I was helping my friend restore. I was going to go into production in Magnesium for the parts you see in Gold.
Anthony, you won't get any argument out of me that a factory case in new condition has a better finish IN SOME PLACES - the better being namely a smoother finish due to the die casting process. I know all about the nomenclature of the Euro aluminums, and their equivalent to A356 is AlSi7Mg, but (dropping another hint) that is NOT what a Porsche case is made of.
The finish on my case is about the best that can be achieved in a sand cast process. Interestingly, the new Shelby GT500 has a block that is cast 100% core sand just like mine, big article out on the casting of it. I am certain my McLaren block is the same thing, although it is clearly marked on the bottom by the drain plugs as AlSi7Mg.
The surface finish is 100% aesthetic and I am not sure there is a performance benefit to it either way, but the Porsche die cast case, although smoother, has ugly seams, strange marks where the dies join, and some really rough grinding marks in general. Also it's finish, especially on older cases, tends to be mottled and not uniform. Mainly because they take it out of the die and machine it. It's not shot peened.
Picking the fly **** out of the mustard yes, but hey it has to look good.
I don't think so, we get it for free on our cases so it couldn't cost that much. The case is blasted with stainless steel shot to give it a uniform finish and get rid of any core sand residue. I am told it has some kind of strength benefit as well (like shot peening a connecting rod) but it's not the primary reason we do it.
Anthony, you won't get any argument out of me that a factory case in new condition has a better finish IN SOME PLACES - the better being namely a smoother finish due to the die casting process. I know all about the nomenclature of the Euro aluminums, and their equivalent to A356 is AlSi7Mg, but (dropping another hint) that is NOT what a Porsche case is made of.
The finish on my case is about the best that can be achieved in a sand cast process. Interestingly, the new Shelby GT500 has a block that is cast 100% core sand just like mine, big article out on the casting of it. I am certain my McLaren block is the same thing, although it is clearly marked on the bottom by the drain plugs as AlSi7Mg.
The surface finish is 100% aesthetic and I am not sure there is a performance benefit to it either way, but the Porsche die cast case, although smoother, has ugly seams, strange marks where the dies join, and some really rough grinding marks in general. Also it's finish, especially on older cases, tends to be mottled and not uniform. Mainly because they take it out of the die and machine it. It's not shot peened.
Picking the fly **** out of the mustard yes, but hey it has to look good.
I was able to achieve a bit smoother finish then you have on my sand cast parts with the petro bond sand. My castings came out looking like French sand. The sand grain size is critical that is used and it needs to be to a specific sieve size to get the desired effect. Too small a grain and the sand won't outgas properly creating porosity too large and surface finish suffers. Most source inspectors were shocked they thought many of my parts were investment castings with their smooth finish. But inspectors went from looking at a casting and saying it is good to relying solely on the paperwork.I had a Boeing inspector hit me with a line I will never forget.
I know it is a good casting when the paperwork weighs more than the part.
I might suggest lowering the pouring temp a few degrees to prevent the slight chew in you are getting. Although Core sand usually has a tendency to give the finish you are seeing it is a result of the process. There are chill sparys and other things that can be done to help with surface finish. The die cast process will give you a smooth finish because of the oxide skin they don't remove, It also acts as a protective film so to speak against the elements. They also use different alloys due to the process and they need to address some areas differently resulting in the lines and formations on the surface in areas. There are pros and cons to every process I dealt with a couple of investment foundries one was Tec Cast the other Atlantic Casting all of our parts were inspected at the same lab and the radiographic inspector was a friend of mine. He was always amazed at how clean my castings were compared to most any other foundries parts he inspected.
No doubt the cleaning of Porsche cast parts is less than desirable although that is a way to save money and has little impact on integrity, They also oversize their parting lines which aren't cleaned mostly due to expense and they do it to guaranty no parting line below flush which is a huge no no.
The AlSi7Mg alloy is as close to A356.0T6 I can find and is used for most of their alloy wheels. My machinist is the only one I know of Mclaren warranty engine guy. He had about a dozen +/- of their engines in his shop last summer. IIRC they had some valve issue or something all repaired under warranty. If you had it done it might have been done by him. I was looking them over and I don't recall seeing any markings but didn't check that closely. He didn't see any significant difference in quality between the Porsche and McLaren cases although the McLaren were a bit more complex due to the newer design. I don't recall their surface finish being rough at all.
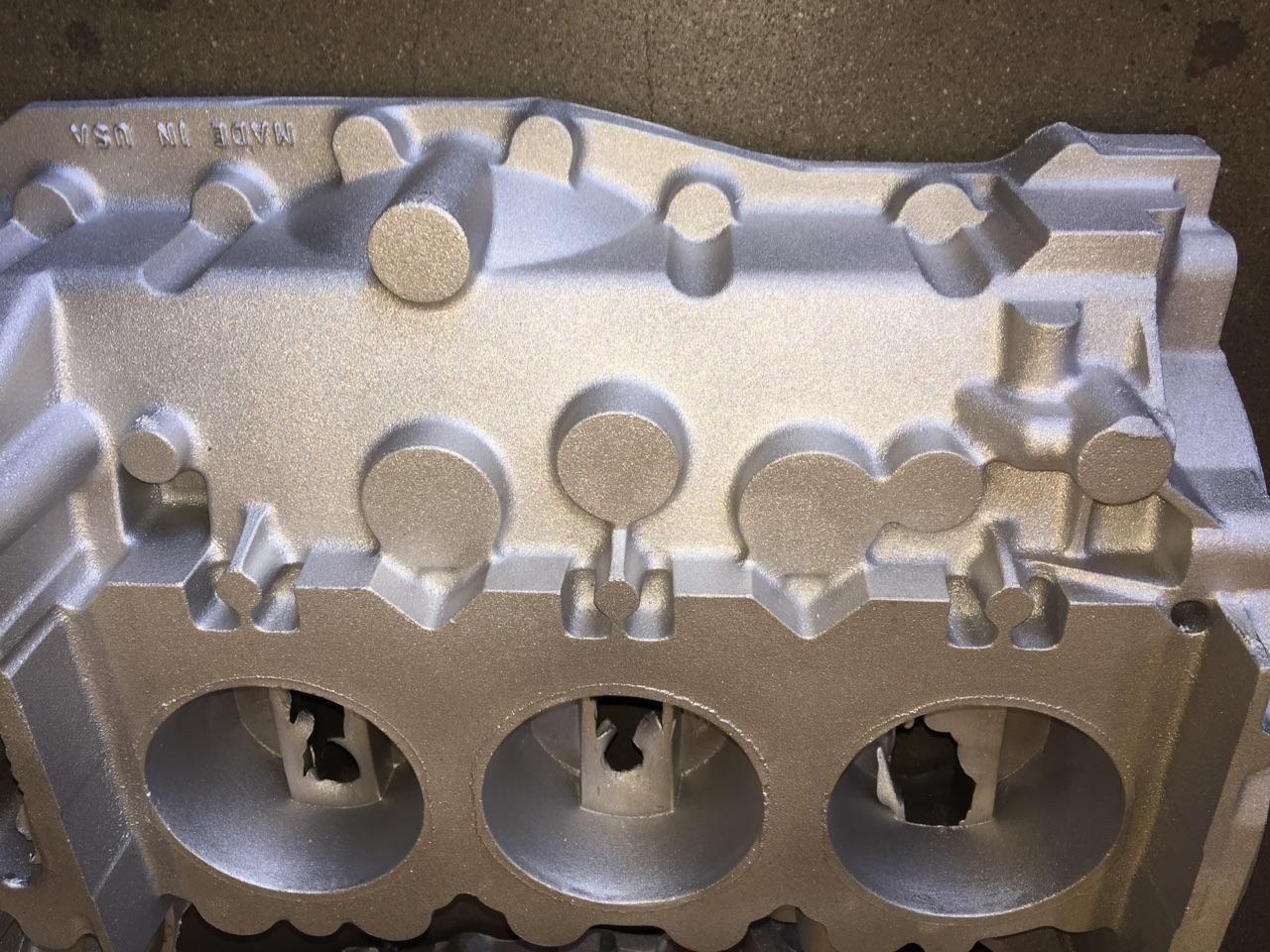
I recently worked on a 98 993 engine vs a 96 and the cleaning on the 96 was much better than the 98. Here is the 96 engine half it is rather clean and I admit the 98 wasn't as well dressed as the 96. Although I don't see any ill effects from this and they still perform the same task nicely cleaned or not. I could never allow a part to leave my facility like Porsche did and I exceeded my customers requirements. It was my name on every certification so I made sure every part was as good as it could be irrespective of cost.
I do admit I was quite disappointed in the quality of the cast GT3 plenums I purchased for my track build. The castings were full of core shifts and porosity although they don't need to do anything but move air.
Although they will be used for my track engine I will grind down the parting lines and clean these up so they look nice and probably have them powder coated.
Just the beginning stages of my cleaning the castings
The 1996 case we currently have at the shop is pretty much identical to the one you have, it's one of their better cases and it must've been a good year for Porsche.
Shot peening masks any surface imperfections which occur in sand castings which should be blended out. These can be fine round or linear indications, cold shuts, or included sand. They become stress risers in castings put under heavy loads. If the parts are fluorescent dye penetrant inspected first and any indications addressed than it isn't an issue. The other issue with both shot and glass beed blasting is microscopic particles can get lodged into the surface and in a case like this can be problematic if they make their way to wearable surfaces like bearings or oil passages. Although it is not a huge concern it should be considered.
French sand is a very old lost practice I only knew of a single foundry locally that still used the process, sadly he has passed and I am assuming the process went with him. it is a very fine sand that can capture some of the finest detail eliminating the need to do any chasing or adding fine detail work. It was mostly used for ornate lighting fixtures, art work or highly detailed parts. Strictly cosmetic. I used to help the local foundry out with parts too complex for their process and their customers usually couldn't tell the difference.
This is an astrolabe casting I made for them when I first started in the business. It was originally cast in bronze hundreds of years ago and the part I supplied for the museum received a bronze part. I sometimes made extras for my personal use and I made this for the pattern from the original which I finished and kept. All the fine detail is a bitch to replicate and in sand with a loose patter nearly impossible to get it all. So some of the fine detail had to be hand chased to make it useable for a pattern. In French sand all of this detail and finer could be achieved but not in this size usually smaller pieces no more than 1' x 1'
This was cast in petrobond sand
So I take it 96 was the fine wine year for Porsche engine cases I guess LOL I am assuming they had more than one supplier just as they did for their Cup Wheels so It might have been a foundry and machinist they used then.
Wow Anthony, that is a NICE casting. Incredible stuff.
The shot peening we do is a light blast after the case is heat treated and you can see it in the video. By then the casting seems to be so hard it doesn't absorb much. The three pre-production cases I am working on have not been shot peened.



 08-17-2019, 04:26 PM
08-17-2019, 04:26 PM




")




 for Porsche engine cases I guess LOL I am assuming they had more than one supplier just as they did for their Cup Wheels so It might have been a foundry and machinist they used then.
for Porsche engine cases I guess LOL I am assuming they had more than one supplier just as they did for their Cup Wheels so It might have been a foundry and machinist they used then.
