When you click on links to various merchants on this site and make a purchase, this can result in this site earning a commission. Affiliate programs and affiliations include, but are not limited to, the eBay Partner Network.
^^^ Not to take anything away from your efforts, but that is a bit of a stretch. Visual inspection will only tell you part of the story. The only way to properly determine solidification is through radiographic inspection and sectioning castings. This is why mil grade aluminum requires foundry control and 100% of the first 100 parts are x-rayed until no failing part is found then it reverts to a sampling approach. No doubt this depends on the inspection criteria which can range considerably. There are so many things that can happen in a single pour. You can have a run of 20 castings and 19 can be fine and one could be full of inclusions, oxides, porosity etc and even after machining may go undetected. I know of some of the best foundries that have gone decades on parts like this and still have issues requiring 100% inspection after tens of thousands of parts made. I appreciate that you are making these and putting so much effort into it but there are facts that are indisputable.
Are they casting the chills out of aluminum? I am surprised they are not cast iron and they don't use a chill spray it would be far more effective. There are hundreds of ways to control the process but there are no guarantees without NDT.
The chills are iron. Oh, and we haven't got to the NDT part yet.
I know you like to get into the weeds when it comes to casting trivia, but to anyone else reading this thread, it's probably a good time to remind everyone that what you are seeing in this thread is the 8th Grade, reader's digest version of what we are doing with everything. Not every step, process, and method is mentioned and for brevity's sake, much of it is shortened and dumbed down because, 1) some steps are proprietary, 2) some steps are not for public consumption, and 3) most of it is mundane and boring trivia such as comparing iron vs aluminum chills. Nothing in this thread is intended to be a step by step, all inclusive guide on how to cast your own case :-)
You can pretty much expect that the cases are going to be inspected in every possible way and yes, that includes X rays, but that is not the step where we are at the moment. We're still tweaking some stuff.
The chills are iron. Oh, and we haven't got to the NDT part yet.
I know you like to get into the weeds when it comes to casting trivia, but to anyone else reading this thread, it's probably a good time to remind everyone that what you are seeing in this thread is the 8th Grade, reader's digest version of what we are doing with everything. Not every step, process, and method is mentioned and for brevity's sake, much of it is shortened and dumbed down because, 1) some steps are proprietary, 2) some steps are not for public consumption, and 3) most of it is mundane and boring trivia such as comparing iron vs aluminum chills. Nothing in this thread is intended to be a step by step, all inclusive guide on how to cast your own case :-)
You can pretty much expect that the cases are going to be inspected in every possible way and yes, that includes X rays, but that is not the step where we are at the moment. We're still tweaking some stuff.
Fair enough maybe I'm impatient and to me all so elementary. I guess how you worded it made me read more into it than is really going on. If i were the foundry i would have made multiple test samples and sectioned and tested them long before you got to this point which I guess is what is throwing me off. I must assume they had a few scrap parts which should always be sectioned and visually inspected if possible.
Glad to hear you are doing proper NDT which is critical to the soundness of the parts. I will try to keep patient.
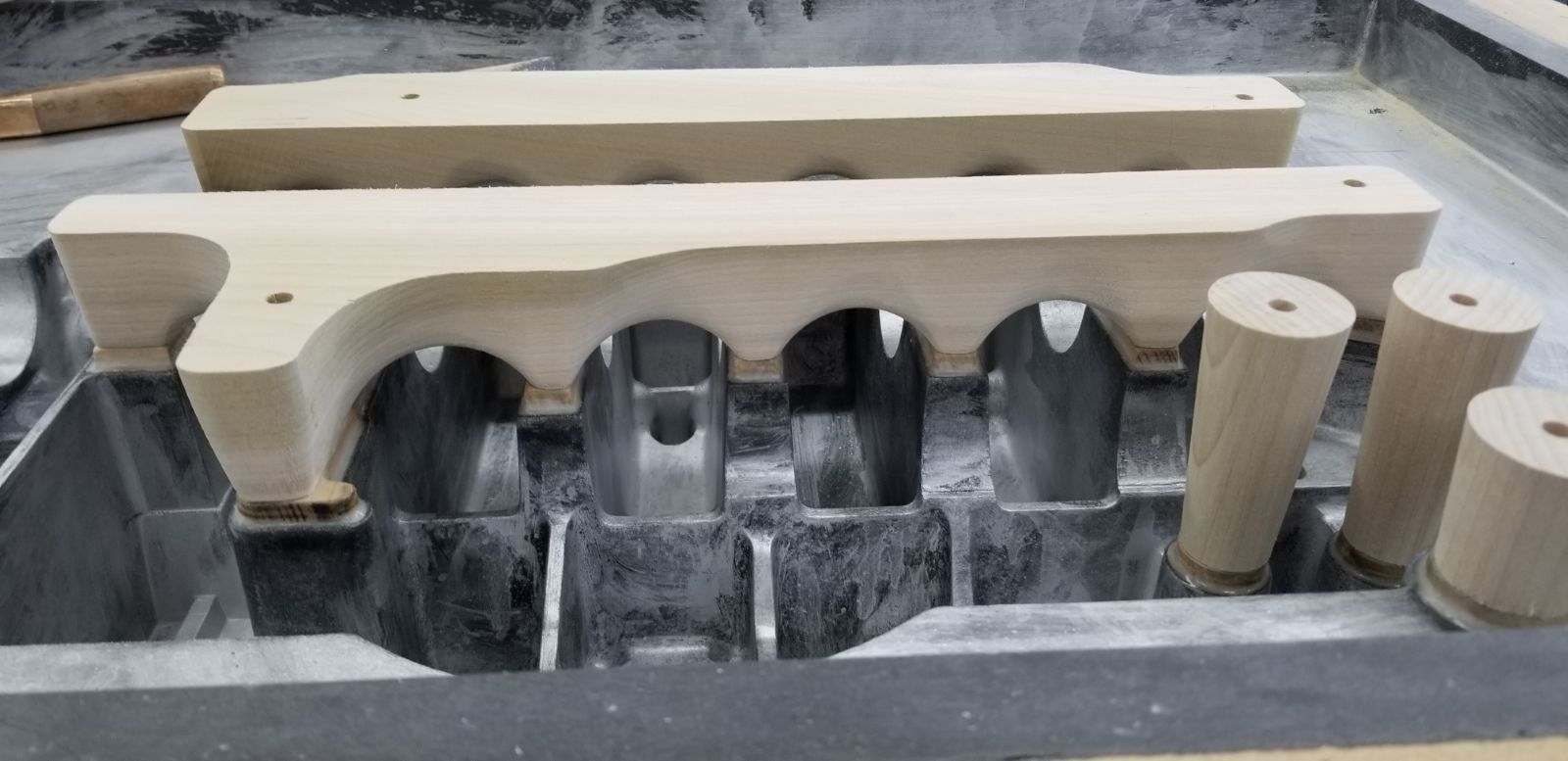
Well, all kinds of testing has been done on the castings, and the foundry has decided they want to add a new riser to the mold. In casting-speak, a riser is a feeder tube or contrivance that delivers molten metal wherever the mold maker wants it to go. It feeds areas that otherwise might shrink or do other things, and in this case, it allows some gasses to escape that could cause nasty blows in the castings.
We didn't really have anything ugly, but I trust my foundry and I trust my toolmaker, who in my opinion is the best of the best, and does a LOT of automotive molds especially for Edelbrock. So what you see in the pictures is the new riser, which will once again modify the tooling. Oh, and send me a big fat bill.
Has this process cost me time? Yes, to the tune of 3 weeks, and also, probably another week.
I apologize to all my loyal customers but it has to be *RIGHT*. And the old castings were just not right enough, just not pretty enough, and just not PORSCHE enough. I could have taken short cuts, but I never did, not even once.
This is a process we only ever need to do ONCE, and then it's done. So thank you all for your patience.
Thanks Anthony for the NDT stuff, we liked what we saw, and also found areas to improve.
It looks like they are adding an 'upset' to the mold to add additional feed material. I would recommend opening the tops of the risers a bit as well. I am happy to help if I can.
Just been looking at a different thread and saw these mentioned. Fantastic job, they look great on your website.
Are there many in the wild?
Will the fit the 996/997 mezger or what changes are needed? I know someone over here wanting new cases for a race motor he is building so thought I would ask
thanks
Just been looking at a different thread and saw these mentioned. Fantastic job, they look great on your website.
Are there many in the wild?
Will the fit the 996/997 mezger or what changes are needed? I know someone over here wanting new cases for a race motor he is building so thought I would ask
thanks
Thank you!
These are exclusively air cooled cases for use in Porsches from 1960-1998. As of right now, none in the wild because we are still finishing tooling, but something like 55 orders so far.
Interestingly I just sold one today today to a race team owner who was using the water pumper mezgers and converting them for air cooled use because of the shortage of cases!
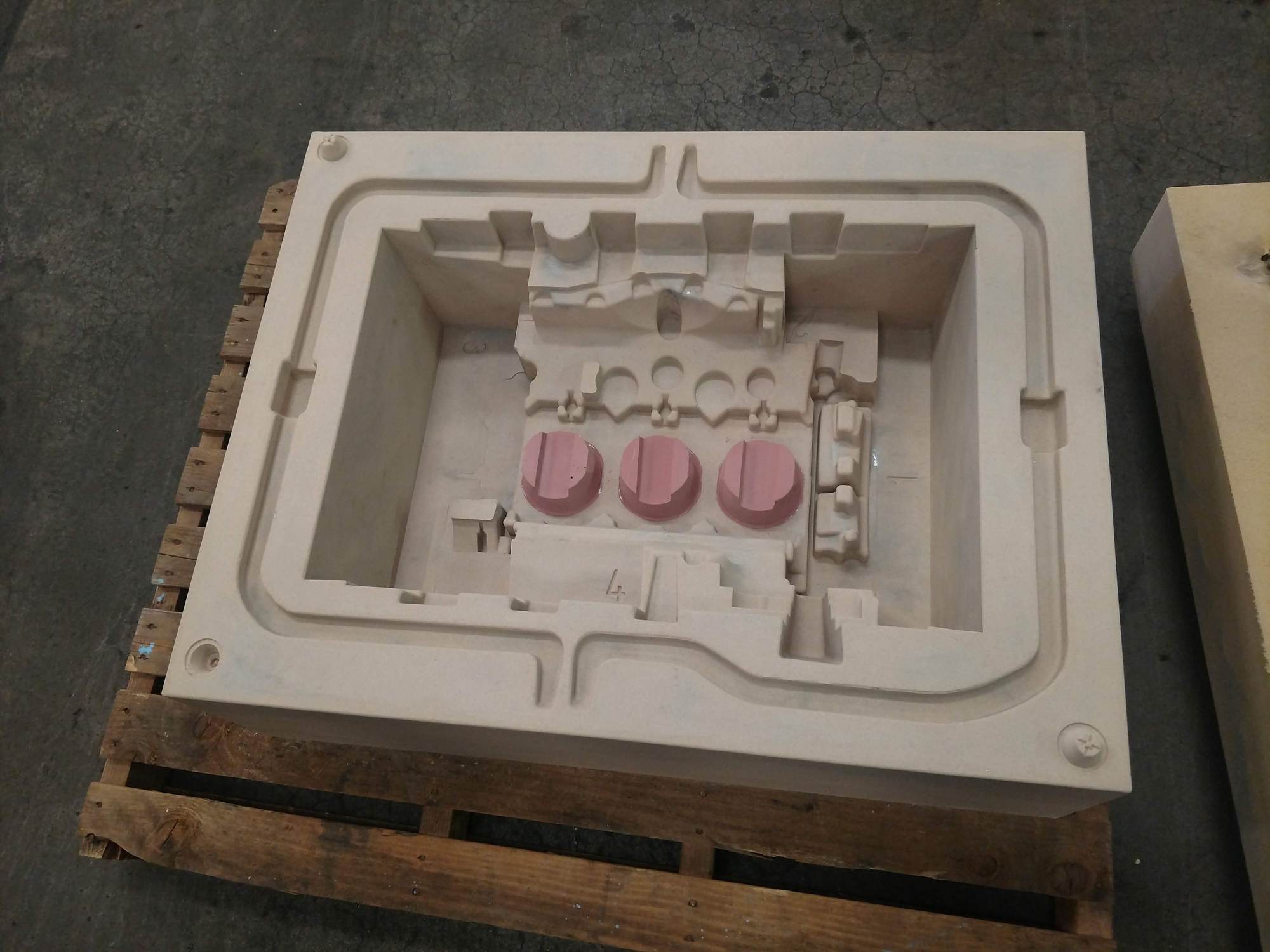
Well, the foundry is on schedule, and they delivered the new core boxes just as promised. What you are looking at here is the master core box, made of 100% core sand that is congealed together.
I was unhappy with the surface finish of the old green sand molds. Sure, an ugly part can run, but I was just not happy with it. So I invested the money to make these cases out of 100% core sand.
The way it works is this....the box you see here has all of the other cores placed inside it, and then the lid is put on. Then, molten prime aluminum is poured in. That core sand box makes ultra smooth and gorgeous metal that will shame your average Porsche case.
Then they use a sledge to break up the core box, and the part comes out.
Yep, all of that work, the core box is a ONE TIME use part believe it or not. The core maker has to make one for every case half we make!
Well, the foundry is on schedule, and they delivered the new core boxes just as promised. What you are looking at here is the master core box, made of 100% core sand that is congealed together.
I was unhappy with the surface finish of the old green sand molds. Sure, an ugly part can run, but I was just not happy with it. So I invested the money to make these cases out of 100% core sand.
The way it works is this....the box you see here has all of the other cores placed inside it, and then the lid is put on. Then, molten prime aluminum is poured in. That core sand box makes ultra smooth and gorgeous metal that will shame your average Porsche case.
Then they use a sledge to break up the core box, and the part comes out.
Yep, all of that work, the core box is a ONE TIME use part believe it or not. The core maker has to make one for every case half we make!
But man, is it amazingly finished.....
We pour next week!!!!
You know I have a million questions. But I must say nice workmanship.
I am assuming this is the Drag? They inverted the case and now feeding from the case split line? Nicely done core prints will assure perfect match up and that is some very smooth core sand. I would be interested in hearing what process was used. This had to be costly and I am assuming the foundry is charging you more per part than the green sand?
You know I have a million questions. But I must say nice workmanship.
I am assuming this is the Drag? They inverted the case and now feeding from the case split line? Nicely done core prints will assure perfect match up and that is some very smooth core sand. I would be interested in hearing what process was used. This had to be costly and I am assuming the foundry is charging you more per part than the green sand?
Any interest in showing the cope half
Thanks Anthony, here is what I know. Let me preface this by saying that I spoke to the foundry owner but he doesn't make the cores, the core maker does and apparently he is the best around here. Here is what I know:
- the pic is of the drag
- the cope is suspended above it and not in the picture
- The individual core pieces are not yet put in the box
- The core sand is made by injecting some kind of gas into the mixture before it hardens. Or something like that, I wasn't too clear on this.
The cost is a little bit more, but here is why - it's a much easier pour for the foundry at this point. All they do is receive the drag, insert the core attachments, lower the drag, and POUR. It take minutes, and it used to take hours to pack al that green sand in there.
The foundry owner says we get flawless casting every time, and the assembly takes minutes where it used to take hours, so there is a significant labor savings, BUT....the cores cost a lot more.
So the coremaker is cranking 'em out as we speak!!!
Really thrilled with these core boxes, baby *** smooth!
Thanks Anthony, here is what I know. Let me preface this by saying that I spoke to the foundry owner but he doesn't make the cores, the core maker does and apparently he is the best around here. Here is what I know:
- the pic is of the drag
- the cope is suspended above it and not in the picture
- The individual core pieces are not yet put in the box
- The core sand is made by injecting some kind of gas into the mixture before it hardens. Or something like that, I wasn't too clear on this.
The cost is a little bit more, but here is why - it's a much easier pour for the foundry at this point. All they do is receive the drag, insert the core attachments, lower the drag, and POUR. It take minutes, and it used to take hours to pack al that green sand in there.
The foundry owner says we get flawless casting every time, and the assembly takes minutes where it used to take hours, so there is a significant labor savings, BUT....the cores cost a lot more.
So the coremaker is cranking 'em out as we speak!!!
Really thrilled with these core boxes, baby *** smooth!
Ok so it is a CO2 based cold box system. Quite familiar with it but the finish is smoother than I am accustomed to. Essentially the sand is mixed with binders and CO2 gas is injected into the core sand causing the binders to harden quickly. So they are out sourcing the core work or they have a separate core room which is focusing on just the core keeping the production floor free for other work? I must assume they have some form of jolt squeeze or Osborn machine to make them so smooth and quickly. I used to make engine case halves like this for a company called Gforce racing IIRC. We made cases and tail shifter housings out of magnesium for the NACAR race truck series I never followed. I also used a similar approach to make a huge casting used on Nuclear submarines that would circulate the air but these stood nearly 5 feet tall and 36" in dia with an open center. I was going to suggest some of these changes (especially the way the pattern is set in the mold now vs before) but glad they were able to work it out. Although I am surprised they didn't try the petro bond sand first. I have no doubt they could have achieved the same results and smooth finish.
If you have no issue posting pics of the completed mold or just the cope maybe another video I would be interested.
I have been out of the foundry racket for 7 years now. (Can't believe it has been so long) But I still miss it every day.
Maybe I didn't make it clear in the post, but the foundry does not make their own cores for this project. There are a few reasons for this:
1) they are too busy
2) the machine they have can only make small pieces, and not as finely finished
3) the main core boxes are WAY to big for their machine...the box is like 3 feet x 3 feet x 2.5 feet or something like that
4) A massive quantity of cores is needed
Jeff at the Foundry has used this one core maker for decades, I think his name is Raoul and he is the best of the best out here. And you're right about the sand and CO2 process that was the way it was explained to me but I somehow missed most of those details.
Oh and the Foundry can do petrobond but they get complaints from the motor court a few blocks down whenever they use it.....

 06-21-2019, 09:08 AM
06-21-2019, 09:08 AM