When you click on links to various merchants on this site and make a purchase, this can result in this site earning a commission. Affiliate programs and affiliations include, but are not limited to, the eBay Partner Network.
Does anyone actually have one of these cases yet?
I see the constant updates by the vendor to keep the thread fresh, but wasn't sure if there were any actually in circulation yet?
No, if you have been following along, the first case is being built into a motor shortly to put in my test mule. I sold the first 40 cases at the intro price, customer deliveries to begin in late June. This thread tracks the progress of the entire project.
On this Memorial Day lets take a moment to reflect upon our brave soldiers, sailors, airmen and marines who gave the ultimate sacrifice so that we could have the freedom to dawdle on things as trivial as Porsche motors while most of the world is filled with violence, misery and starvation.
And on a lighter note, let's look at the tired old turd of a motor that gave up it's life to supply the inner components to the prototype Taormina 3.6 Engine case. Oh, and I reserve the right to make military jokes because I did 9 years in the United States Military so if anyone found that last little bit of humor in poor taste, please reply with your own military record :-)
I have done more engine teardowns than I can recall, and they are all miserable. They are filthy, nasty jobs that take a ton of energy to undertake. Fluids always leak, bolts are always frozen. A bolt that might take 24 foot pounds of torque to install might take 100 foot pounds to break loose.
Why do we do this? Because Porsche cases are valuable, and there aren't many of them. We have to scavenge these valuable dead bodies to undertake another build.
I am trying to change that. I am trying to make it so that the teardown of a core motor IS NOT the first stage of an engine build. I believe you should be able to open a box, pull out a brand new case, and build a motor from new parts. I am trying to make a paradigm shift in the Porsche world quite frankly.
There will always be matching numbers motors that will need to be rebuilt, I get it. But I want to stop someone from buying a nasty 3.0 or 3.2 and spending time fighting it and tearing it down and then measuring all the greasy nasty parts to make sure they are in spec. I want someone to seriously give thought to skipping the teardown!!!
I'll take that crappy old Porsche case off your hands - just let me know
Case already sold. I put an absolutely absurd price on it and it sold in 10 minutes, which confirms all of my preconceived notions about the scarcity of these cases......
There are a couple things going on right now with the cases that are keeping us very busy.
First off, I sent a list of changes to the tool maker to implement in the tool. These are minor changes that the average person might not even notice, things like adding a little more material in certain places so we can machine it off nicer.
In fact, every change I gave the toolmaker is cosmetic, because the main case design is pretty well gelled and is working great.
The toolmaker then sends the finished part to the foundry, who then has to change the cores, then we will be ready to cast the "final final" as we call it. This final final is what we will be making the Prototype 3 motor from, the one I am putting in the RS clone.
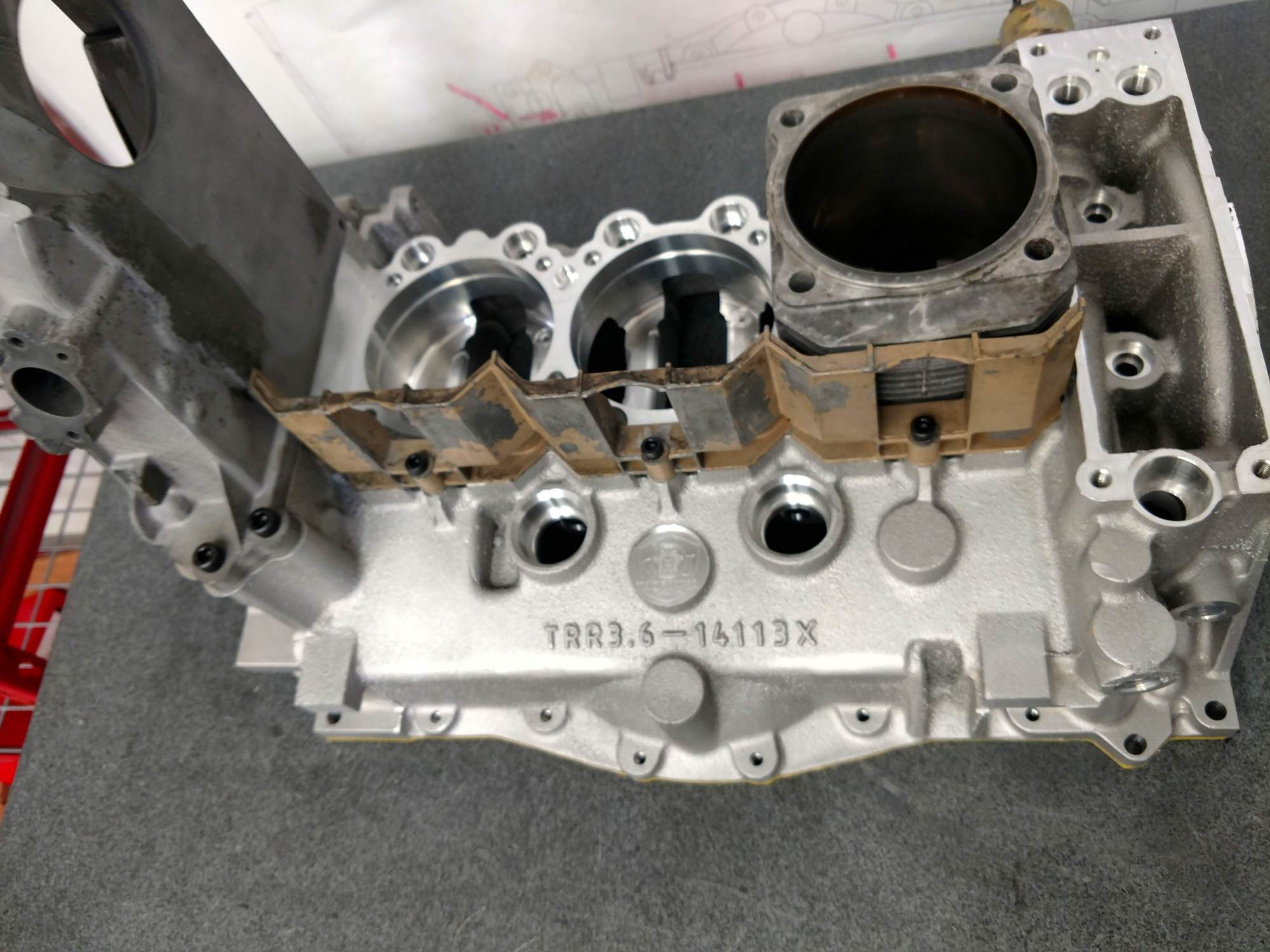
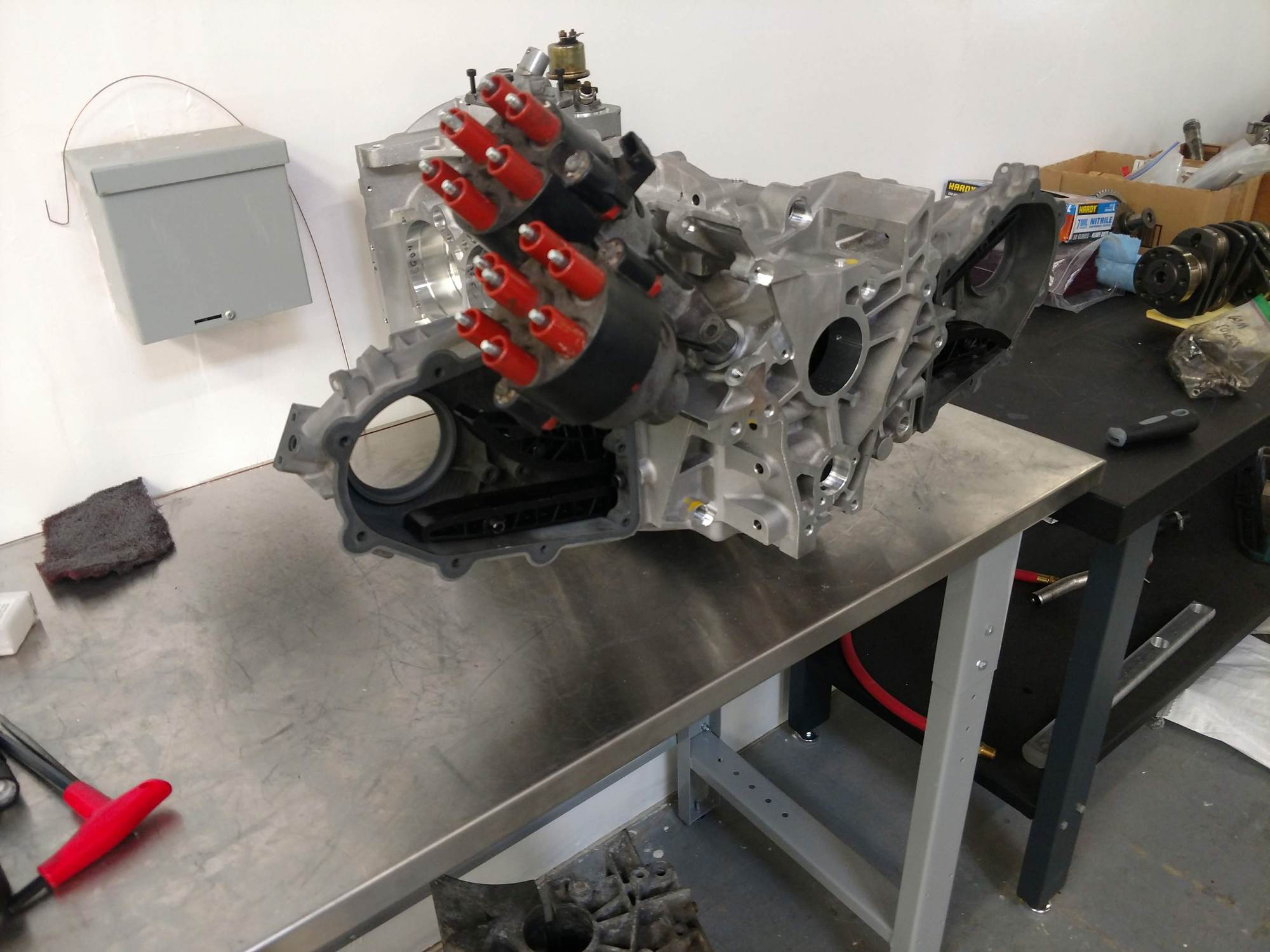
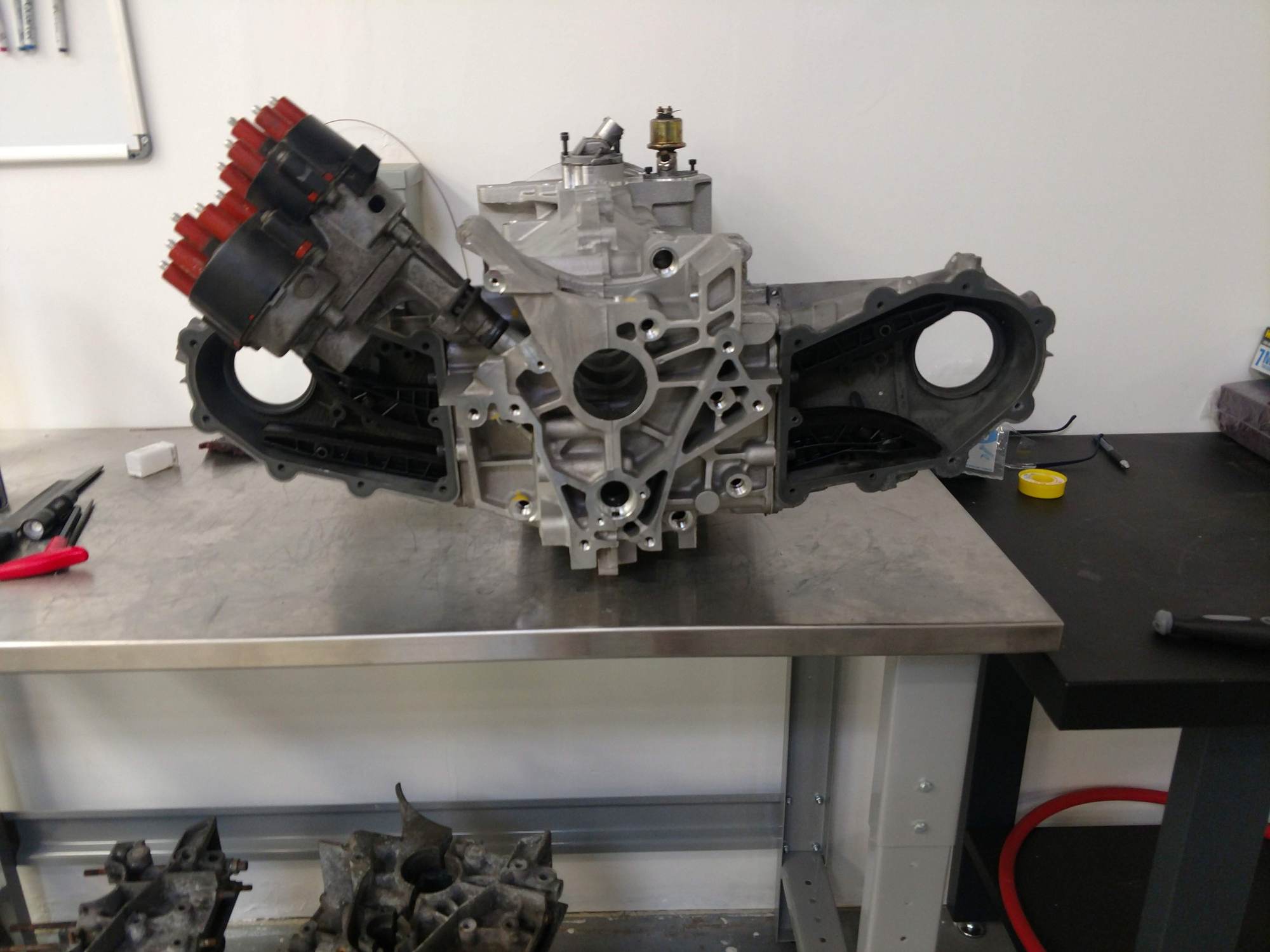
But we are not there quite yet. What we are doing now is the mock up.
This is where we take all of the bolt on parts and actually attach them to the case to make sure everything actually fits. You can measure all you want but at some point you actually have to test fit parts to make sure all is OK, which at this point, it is.
I have found a couple minor things to change, but overall its pretty good. We use M6 and M8 hex head thumb screws to attach everything because the fastener is irrelevant, we just care about the fit at this time.
If there are no further changes after we are done the mock up, we'll instruct the foundry to proceed with the pour on prototype 3, then machine it into a case that will be built into a motor. Exciting times, we are almost there!
A little more test fitting today. Man, mock up is so valuable of a tool. Have a list of 6 things we need to fix and improve.
On the downside, the foundry placed the bosses for the chain ramp bolts in a slightly offset position so when we drill the holes, the hole doesn't look concentric on the boss.
100% cosmetic issue, but hey, it has to be right. So another round of mods on the tooling is planned.
I want you guys to know I am really, really splitting hairs on these last minute touches, but I figured I have 45 paying customers who are expecting perfection, and I am going to deliver perfection no matter how long it takes, nuff said.
This will probably add a week or two to my timeline, nothing serious.
Also, need to clearance the distributor hole more. Too tight for my liking, but everything lines up nice.
I have spent the last 12 months assembling the parts for a 3.2L SS build. I have the case, 70.4 crank, 98mm cylinders, heads, etc. all ready to go. I�m sort of slow playing my build to see how these monsters turn out....exciting stuff here!!
Very cool. Cast heads would probably halve the cost over billet for the same performance. I�m going to be curious how the pricing for everything shakes out once the cost for cores and labor to rehab an older engine is figured.
So we are at a little bit of a standstill right now while the foundry looks over our machined case half left and case half right. As I stated in my last post, I had requested some minor alterations to the tooling for cosmetic reasons.
So why would we send our machined castings back to the foundry? Easy - for quality control.
A raw casting can hide a lot of defects, since the rough skin hides lots of stuff. After we machine it, we expose lots of the metal that would be otherwise hidden and buried. In some cases, like with the case through bolt holes, we actually drill right through the casting which makes it easy for the foundry to check for things like porosity or shrinkage that would otherwise not be visible, so this represents a great opportunity for us to confirm the way we pour these castings, and then lock the process forever.
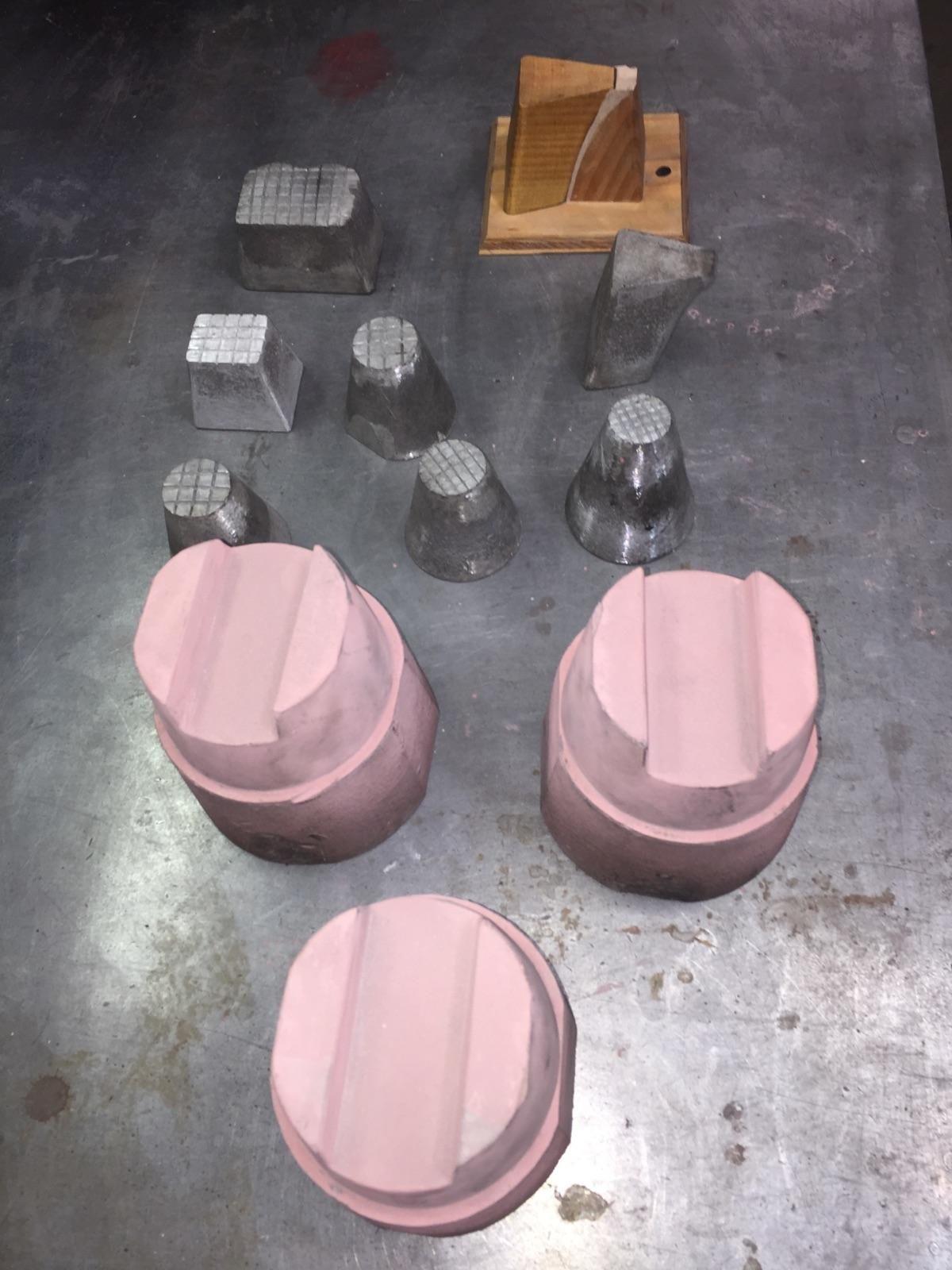
Jeff, the owner of the foundry has taken this project on personally and is crawling over every millimeter of our castings as we speak. He also wants to revise some of the chills. If you recall from the video I posted about how the castings are made, you can see the chills being inserted into the mold.
Chills are metal pieces that help dissipate the heat of the pour, and promote strategic solidification of the molten metal. It really is a black art.
So for each case we pour, the foundry has to make DOZENS of these little metal chills to insert into the mold. They are reusable, but we still need several hundred on hand to make the initial run of the first 40.
I am doing everything I can NOW to QC these cases before the production run. Yes, the schedule has slipped a couple weeks or so, but this is what I like to call FOREVER work. The work we are doing now will not need to be done again in the future, it is work now so that we can make then same part forever. Letting the foundry frankly assess their own work by allowing them to test and visually inspect their own work is part of that.
When they are satisfied, they will pour me PROTOTYPE 3, which I will make into an engine, then off we go to live testing. The rest after that is CAKE.

 05-27-2019, 05:10 PM
05-27-2019, 05:10 PM









 Subscribed
Subscribed