When you click on links to various merchants on this site and make a purchase, this can result in this site earning a commission. Affiliate programs and affiliations include, but are not limited to, the eBay Partner Network.
when will you be making Mg cases from some of the newer alloys? the 2.0 to 2.7L natives are becoming restless...
I sure get that question a lot these days. I know my foundry can cast Mag as well, but I am not really sure about the market for 2.0 and 2.7. Perhaps I need to find out what a Mag cast would cost, then float the price out there and see if there are enough takers....
For general interest, I checked with the foundry. They CANNOT cast Magnesium, and the only other place that could have done it is out of business. Foundry owner thinks its a California regulation thing.
In any case I think the cost per return ratio on Mag is backwards anyways. I am not sure anyone really cares about saving 20 pounds and paying double - lots of weight savings to be had on 911s that are easy pickings.
It an interesting question. I'm currently researching transmissions for my upcoming build project and I'm considering a Hewland LLS-200. (Sequential shifting is so appealing, but am I really willing to live with straight-cut gears? I'm sure my wife will NEVER ride in the car with the Hewland, but with no interior and no mufflers, could I get her to ride in it with a G50 anyway?) Anyway, it's available in aluminum, same weight as a G50, or magnesium, 17 pounds lighter. I'm still trying to find pricing on them (can't find any listings online, going to have to just call their US facility in North Carolina) but I suspect there will be a big premium for the magnesium case. Running a magnesium engine case AND transmission case together does have a certain appeal, though...
Glad you checked, tho I'm not in the market for a Mg case. I thought the wt. difference was 25 lbs. but it is not a lot.
I agree there are better places to save wt. (esp. when I recall Bruce Anderson saying that MG is "like congealed butter"). Someday we'll have a truly light/stiff/strong alternative to Al (and I bet it will not be just an alloy but will have fibers of some sort in it).
And speaking of places to save wt. - how about the engine carrier? It is stuck behind the motor, so in a worse place. A redesigned part would be easy to swap out also...
I've done some work on "vehicle lightweighting" (meaning, reducing weight without throwing away the low-hanging fruit like sound deadening, airbags, and infotainment) while at Chrysler. You could probably reduce the weight of that engine carrier more than 50% by building it out of ultra high strength (martensitic) steel using a much thinner gauge. Expensive, though, but what isn't?
It an interesting question. I'm currently researching transmissions for my upcoming build project and I'm considering a Hewland LLS-200. (Sequential shifting is so appealing, but am I really willing to live with straight-cut gears? I'm sure my wife will NEVER ride in the car with the Hewland, but with no interior and no mufflers, could I get her to ride in it with a G50 anyway?) Anyway, it's available in aluminum, same weight as a G50, or magnesium, 17 pounds lighter. I'm still trying to find pricing on them (can't find any listings online, going to have to just call their US facility in North Carolina) but I suspect there will be a big premium for the magnesium case. Running a magnesium engine case AND transmission case together does have a certain appeal, though...
For general interest, I checked with the foundry. They CANNOT cast Magnesium, and the only other place that could have done it is out of business. Foundry owner thinks its a California regulation thing.
In any case I think the cost per return ratio on Mag is backwards anyways. I am not sure anyone really cares about saving 20 pounds and paying double - lots of weight savings to be had on 911s that are easy pickings.
I must assume they are either afraid to or have no knowledge how to. The shrinkage factor of Mag is identical to aluminum and your tooling can be used for both. Cost shouldn't be much more the process is not very different and raw material costs are not much different last I checked. Some of the fluxes are expensive but environmentally it shouldn't be an issue. If anything exposure to aluminum dust is a bigger concern than mag dust. I would assume using a petro bond sand would be a bigger issue in CA than anything but Mag can be cast in water based green sand. I have a shop that makes some of the finest Mag or aluminum castings you will ever see with a super smooth surface finish but you would have to have them made in NJ and he would want enough units to make it worth his while but price delta shouldn't be much. Mag will save 1/3rd the weight over aluminum.
Originally Posted by r911
Glad you checked, tho I'm not in the market for a Mg case. I thought the wt. difference was 25 lbs. but it is not a lot.
I agree there are better places to save wt. (esp. when I recall Bruce Anderson saying that MG is "like congealed butter"). Someday we'll have a truly light/stiff/strong alternative to Al (and I bet it will not be just an alloy but will have fibers of some sort in it).
Nothing against Anderson (RIP) but hogwash. Properly cast and processed mag AZ91ET6 is as strong as A356.0T6 aluminum. It is less impact resistant and susceptible to corrosion from exposure to the elements although when properly treated will last as long. AZ91ET6 has a minimum mechanical properties of 16kPSI yield, 34k PSI Tensile and 3.0% elongation A356.0T6 is 24k psi yield 34k psi tensile and 3.5% elongation. It was easier for me to achieve greater mechanical properties on average over the MIL spec min requirements for magnesium than aluminum and usually both came back with results which were on par with each other. Seeing Ultimate Tensile strength of 40k PSI from either was not uncommon but occured far more often for the mag than aluminum. Usually Brinell hardness numbers ranged in the 65-75 BHW10/500/30 on average for both alloys. When cutting sub-sized bars from castings on average the mag parts came back slightly stronger.
There is no other alloy that is as light and strong and if anyone tells you otherwise they don't have a clue.
I am sure you are correct about Mag, Anthony, but it's not going to happen here. There are several reasons for that: 1) the foundry is at this point heavily invested in my project from an effort standpoint, and if they don't want to do it, they don't want to do it, 2) we have just switched from green sand to 100% core boxes which makes the surface finish look like cookware (super fine) and 3) There is no way I could do this project at this stage of the game remotely.
One day, when the design is straightened out, perhaps I can send the tooling and have some foundry on the East Coast crack a bunch of them off, but not now. For those who don't understand why this might be the case, here are some bullet points as to how this works.
- I initially paid for a toolmaker to make me a bunch of mold tooling. He did a great job.
- Toolmaker in Montclair ships tooling to foundry 20 miles away.
- Foundry casts my prototype.
- I machine on my prototype and there are conservatively 1.3 billion things I don't like about the casting or my machining
- I ask toolmaker to change something in the tooling. Usually, it's deleting cast features in lieu of machining them in. It's easier for us to machine a feature than cast it.
- Foundry ships tooling back to toolmaker.
- Toolmaker changes tooling, ships it back to foundry.
The toolmaker as mentioned, is 20 miles from the foundry. I am 60 miles from either. I am either at one place or the other, and every time I want a change, the tooling goes for a road trip.
So the bottom line is, in this early stage, I have to have the tooling and the foundry close to me because, well, there are lots of little changes. LOTS of little changes.
Please do not confuse changes with mistakes. Oh, there have been some of those too, but more often than not we are making something better than the earlier versions. Until the final design is locked down, we will be making even more changes, but these are tiny, incremental ones.
cobalt, BA was talking about Mg alloys back in the day - I dunno much about metallurgy (except you have to call people "materials scientists" now) but is the alloy you mentioned a new one? I have heard that great strides have been made with Mg & Ti alloys in the last 40 years
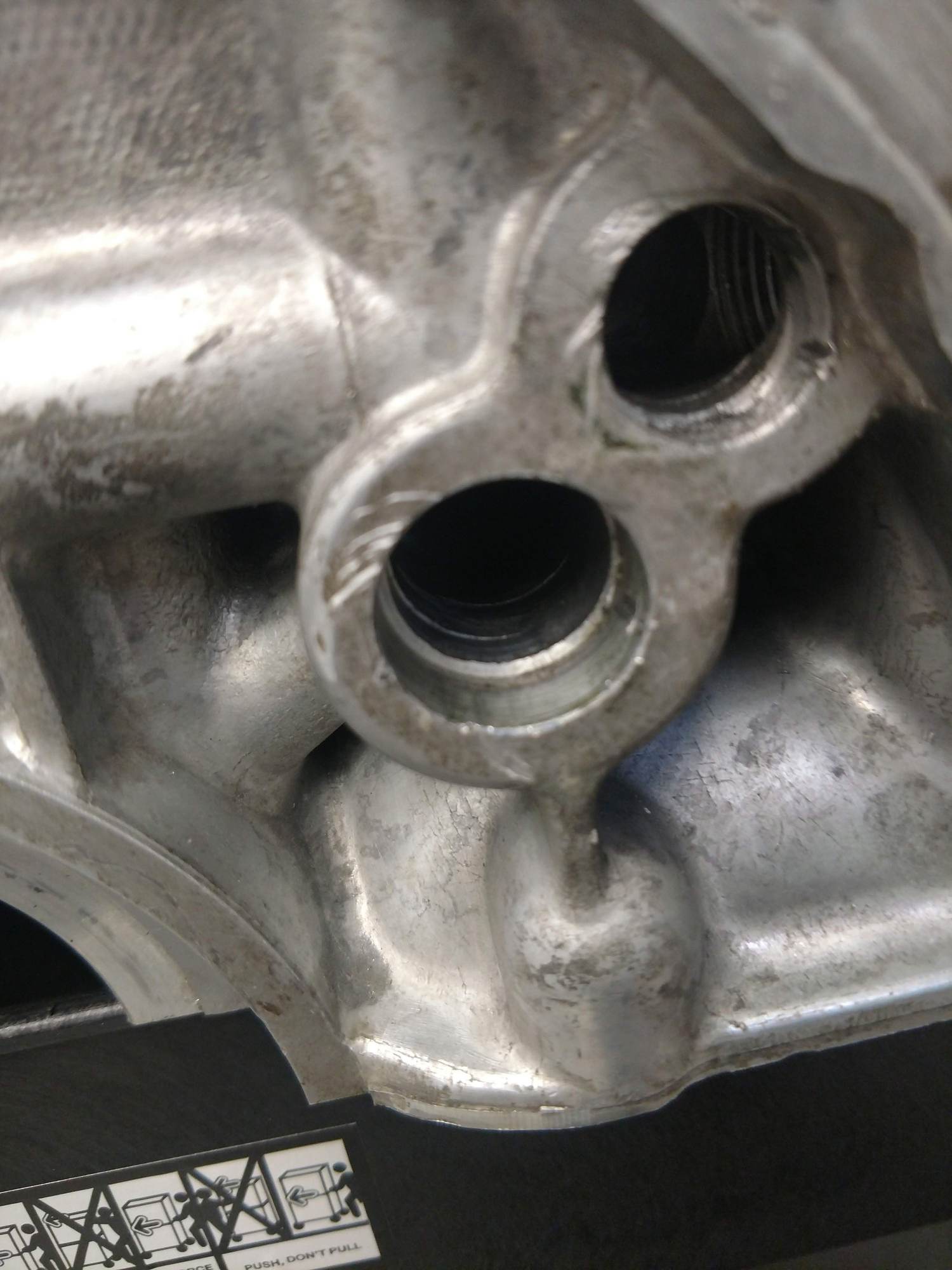
Making your life easy, one clean out plug at a time
Part of the reason I made so many changes to the case was because I had rebuilt so many of these motors in the past and I hated not knowing with *absolute certainty* that the oil galleries were free of debris. You can flush all you want and I did - at times I had a hose barb hooked up to the Porsche cases and literally ran a hundred gallons of water through the cases to make sure they were clean.
But there are a lot of nooks and crannies inside a Porsche case and the only "real" way of getting to them was to drill out the case plugs, which creates more shavings and could potential introduce metal to places that previously did not have metal in them! So I decided that every plug on my case would have a threaded plug.
Threaded plugs are not new; some people have gone and retrofitted them to Porsche cases. However, mine are better because I made the bosses bigger in the casting to support a proper thread and counterbore. If you try this on a Porsche case you will have much less metal than on mine. The pics below show the OEM case, then mine with and without plug. Oh, and the plug is a Fragola Performance hex head plug. Not cheap!
Totally an engine noob and IIRC you can delete these plugs but why would anyone want the plugs if they cause so much trouble.
You can't delete the plugs because the factory needs them in order to perform drilling operations within the case. The casting does NOT cast any internal oil gallery features on the stock case, that is really beyond the realm of casting. You need oil galleries, squirter feeds, a bunch of passages drilled in there. So what you do is you drill them and then plug them.
Factory plugs them in an obnoxious and semi-permanent manner which means they cannot easily be opened. They are not that easy to drill out if you don't know what you are doing and it's easy to drill into the case on the smaller ones. My way is the way it should have been from the factory beginning, really.
I am sure you are correct about Mag, Anthony, but it's not going to happen here. There are several reasons for that: 1) the foundry is at this point heavily invested in my project from an effort standpoint, and if they don't want to do it, they don't want to do it, 2) we have just switched from green sand to 100% core boxes which makes the surface finish look like cookware (super fine) and 3) There is no way I could do this project at this stage of the game remotely.
One day, when the design is straightened out, perhaps I can send the tooling and have some foundry on the East Coast crack a bunch of them off, but not now. For those who don't understand why this might be the case, here are some bullet points as to how this works.
- I initially paid for a toolmaker to make me a bunch of mold tooling. He did a great job.
- Toolmaker in Montclair ships tooling to foundry 20 miles away.
- Foundry casts my prototype.
- I machine on my prototype and there are conservatively 1.3 billion things I don't like about the casting or my machining
- I ask toolmaker to change something in the tooling. Usually, it's deleting cast features in lieu of machining them in. It's easier for us to machine a feature than cast it.
- Foundry ships tooling back to toolmaker.
- Toolmaker changes tooling, ships it back to foundry.
The toolmaker as mentioned, is 20 miles from the foundry. I am 60 miles from either. I am either at one place or the other, and every time I want a change, the tooling goes for a road trip.
So the bottom line is, in this early stage, I have to have the tooling and the foundry close to me because, well, there are lots of little changes. LOTS of little changes.
Please do not confuse changes with mistakes. Oh, there have been some of those too, but more often than not we are making something better than the earlier versions. Until the final design is locked down, we will be making even more changes, but these are tiny, incremental ones.
Just the nature of the beast.
If you ever change your mind, I am happy to help. I know the drill I lived it for thirty years. I made castings which weighed 1 pound and had over 300 dimensions requiring dimensional tolerances of +/-0.030". The window frames for the Boeing Vertol Chinook helicopters drawings were all in measurements from the nose of the aircraft so although a cross section might have been 1.5" it would call it out as 57.8 or some crazy number. Quite familiar with the PITA aspects of the process. Your doing great for a novice.
Originally Posted by r911
cobalt, BA was talking about Mg alloys back in the day - I dunno much about metallurgy (except you have to call people "materials scientists" now) but is the alloy you mentioned a new one? I have heard that great strides have been made with Mg & Ti alloys in the last 40 years
anyway, it's a digression...
AZ 91 is one of the older Mag alloys. My grandfather pioneered Dow metal which is AZ92A. The Aluminum (A) is denoted as 9% (actually a range from 9.3-10.7% permissible and and the Z which stands for Zinc is 1% (actually 0.40-1-0% permissible) AZ92 has a Zinc range of 1.6-2.4% with different mechanical properties. The aluminum based alloysa re the oldest then came the Rare earths alloys later whicha re used for fomula 1 racing wheels and other applications and now the W based alloys are the newest within the past 30 years or less. The W alloysa re far more corrosion resistant and have their pros and cons. I used AZ91ET6 for a the worlds fastest tether car
John pushed these alloys to the limits. A great overlooked alloy was Almag35
Originally Posted by Catorce
You can't delete the plugs because the factory needs them in order to perform drilling operations within the case. The casting does NOT cast any internal oil gallery features on the stock case, that is really beyond the realm of casting. You need oil galleries, squirter feeds, a bunch of passages drilled in there. So what you do is you drill them and then plug them.
Factory plugs them in an obnoxious and semi-permanent manner which means they cannot easily be opened. They are not that easy to drill out if you don't know what you are doing and it's easy to drill into the case on the smaller ones. My way is the way it should have been from the factory beginning, really.
You can core them but it is costly to do right and easier to machine and plug. I like the tapped plugs vs the standard freeze plugs the factory used. Also using all core sand is a costly way to make these and has its own set of drawbacks I wish I was out in CA I can show your foundry a few tricks my grandfather uncovered in the 30's they have a lot to learn. I am planning on releasing all of his R&D he turned over to the US government back in WWII. A lot of people too k credit for his work decades later and will upset the industry as we know it.
I'm posting a fantastic video of the foundry process next week, as a matter of fact! This is the older process before all core sand.
What ever happened to discussing using petro bond sand? It is a far better approach than the core sand IMO? I am assuming they are using a CO2 activated cold box method vs hot box baked method?

 03-24-2019, 07:13 PM
03-24-2019, 07:13 PM