When you click on links to various merchants on this site and make a purchase, this can result in this site earning a commission. Affiliate programs and affiliations include, but are not limited to, the eBay Partner Network.
From a materials standpoint correct, but that is not what I was referring to. No one really knows what kind of alloy the die cast Porsche cases are made of exactly, but it's not better than the A356T6 we are using.
McLaren and Ferrari are two of the biggest low volume sand casters in the world - both those motors are still sand cast and can support unreal horsepower. I am not sure what the McLaren alloys are, but on the two McLarens that I have, the block casting looks and feels a heck of a lot like my case, if looks and feels matter. I'm guessing based on the cost of a Mac, it;s probably A356T6 as well.
Sorry I should have embellished more. Although diecast parts have a nice clean finish I would always opt for a sand casting first. When made correctly there are many things you can achieve with sand castings. I spent 30 years making Aluminum and Magnesium sand castings for the defense, aerospace, commercial and artistic markets. You could say A356.0T6. runs through my veins. My favorite work was making reproduction castings for vintage race cars. A PITA to do when all you have is a damaged original to work with. If health and life allowed me I was about to embark on vintage 935/962 parts and then was considering engine cases and transmission parts in both aluminum and magnesium.
BTW You know you're tooling can be used for either application. Mag and Aluminum shrink at the same rate. I used a petro bond based sand although a few years back I helped come up with a new sand process for casting Mag that was far more environmentally friendly with no water added. The finish is almost as smooth a diecast and it creates a thick oxide skin that prevents corrosion better than I have ever seen. If you ever decide to go to the Mag side I can put you in touch with the shop. I was able to achieve nearly similar mechanicals in both alloys which were as strong as carbon steel.
It looks like you're having fun with a dash of stress.
BTW it is nice to see the lack of porosity. I never had an issue and IIRC you use a hot isostatic pressing process to eliminate any gases. The parts I see from Porsche lately are kind of scary.
Sorry I should have embellished more. Although diecast parts have a nice clean finish I would always opt for a sand casting first. When made correctly there are many things you can achieve with sand castings. I spent 30 years making Aluminum and Magnesium sand castings for the defense, aerospace, commercial and artistic markets. My favorite work was making reproduction castings for vintage race cars. A PITA to do when all you have is a damaged original to work with. If health and life allowed me I was about to embark on vintage 935/962 parts and then was considering engine cases and transmission parts in both aluminum and magnesium.
BTW You know you're tooling can be used for either application. Mag and Aluminum shrink at the same rate. I used a petro bond based sand although a few years back I helped come up with a new sand process for casting Mag that was far more environmentally friendly with no water added. The finish is almost as smooth a diecast and it creates a thick oxide skin that prevents corrosion better than I have ever seen. If you ever decide to go to the Mag side I can put you in touch with the shop.
It looks like you're having fun with a dash of stress.
Casting mag would be very very interesting.
I was up at the foundry the other day and the owner wanted to run petro bond by me. He said they use water based products all the time but also that petro bond was his favorite for smooth finishes......opinions?
IMO up until this process the petro bond is the best although it has its issues with outgassing which takes an understanding of how to vent the mold and burn off the gases. The smoke is not very CA friendly from the chemicals involved. I would consider it your surface finish would improve tremendously or they have to find a way to reduce the water content to reduce the surface roughness. You might also inquire if the pre screen their sand with a fine riddle against the mold vs just using the mulled sand. A thin layer of freshly screened sand helps reduce roughness as well.
A lot of this technology was my grandfathers R&D at Bendix in the 1930's. I love his notes on all the tests in his little brown book. A wealth of info many have taken credit for years later and still more in their I have yet to see.
IMO up until this process the petro bond is the best although it has its issues with outgassing which takes an understanding of how to vent the mold and burn off the gases. The smoke is not very CA friendly from the chemicals involved. I would consider it your surface finish would improve tremendously or they have to find a way to reduce the water content to reduce the surface roughness. You might also inquire if the pre screen their sand with a fine riddle against the mold vs just using the mulled sand. A thin layer of freshly screened sand helps reduce roughness as well.
A lot of this technology was my grandfathers R&D at Bendix in the 1930's. I love his notes on all the tests in his little brown book. A wealth of info many have taken credit for years later and still more in their I have yet to see.
Exactly what the foundry guy said. He can do it, but the "neighbors" don't like it. They just poured one with a different process I will post pics when it comes back from heat treating. Apparently I am going to be blown away, so we shall see.
Exactly what the foundry guy said. He can do it, but the "neighbors" don't like it. They just poured one with a different process I will post pics when it comes back from heat treating. Apparently I am going to be blown away, so we shall see.
I am looking forward to seeing how they come out. If there is anything I can do to help or you want to bounce ideas off someone to get a different perspective please feel free to contact me.
FYI these are sand castings I made years ago all made in petro bond sand except the first one. The machined parts were the fault of the machine shop. I rarely had a rejected part but whenever the machine shop screwed up they automatically blamed the foundry. It was always fun showing them where they screwed up and would argue how accurate their CMM was. All fine and good but as you said if the part isn't setup properly prior to machining all the decimal places in the world mean nothing if the first one is incorrect.
Here is a mag casting made from the new sand mix I helped with about 4 or 5 years ago. This casting had no cleaning other than cutting of the gates and risers. The oxide skin has kept it protected all these years without any chemical conversion.
This is the rear tail input shifter housing for a BlackHawk SeaHawk helicopter improperly machined. All the aircraft castings were grit blasted using Black Beauty coal slag prior to Fluorescent dye penetrant and radiographic inspection. The mag casting in AZ91ET6 the housing has been chemical converted using an Acid pickle but is showing its age. This are all made in Petro bond and as you see can have a relatively smooth finish.
This is A356.0T6 aluminum aircraft part the first one I don't recall what it was IIRC it was part of a gear housing I blurred out any markings. The Second is actually C355.0T6 IIRC was an actuator pump for the B1B.
I am adding these to show what type of definition you can achieve. The Colonel Sanders had included sand in his nose so was scrap (this happens occasionally) and the bronze pieces were all cast in petro bond but different alloys the sand mix worked for most alloy I could throw at it. Very little cleaning and no chasing or additional work was done. It shows you what can be achieved detail wise with this old sand system. These pieces had some polish work done. If anything it removed some detail in the polishing process. My grandfather was using this process in the 30's and sometimes tried and true is always the best
I just through his in their cause I like the tucker hood ornament.
Grumman E2C Magnesium foot pedal and a vintage A356 Sikorsky pedal over a torpedo bulkhead.
BTW, just out of curiosity what is the wt. of this case?
(not that it matters w.r.t the crank wt.)
And do you have any close-up pics of the surface finish? Not metrology type stuff, just macro photos...
As far as weights go, the last time I checked we were within 8 pounds per case half compared to a stock case....and we still had lots of material to remove. I will of course publish a finished weight once we refine the program and lock it down. There are lots of pockets that we could machine to reduce weight; places where the die cast factory case is much thinner than ours.
You need to keep in mind that the main benefit of a die cast case (besides ease of mass production) is that you can have thinner wall sections because not as much draft is required in the part compared to sand casting. So for ours to be within 16 pounds of a stock case and not yet be finished is pretty good. I am guessing we will wind up being within 10 pounds of a stock case, which is negligible.
A full suite of pictures is coming soon and will be on the site.
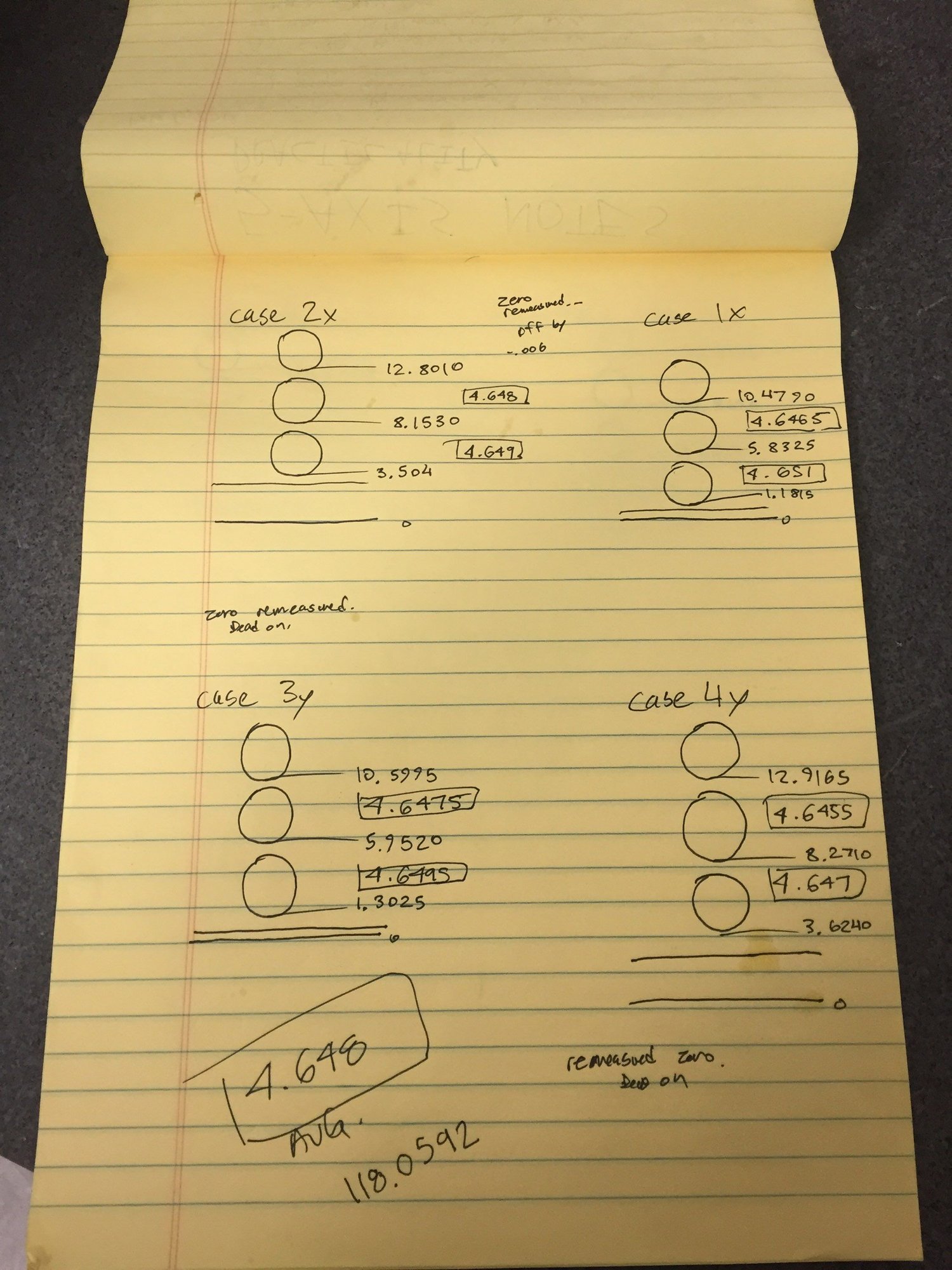
With the new fixture plates comes remeasuring of every critical dimension on the case, and if you don't know much about Porsche cases its easy to imagine they are ultra precise pieces of automotive engineering. In some cases that's true, in most cases however, the factory tolerances are quite amazingly bad.
Take for example the classic "118mm cylinder spacing" that has existed on every air cooled 911 case from 1965-1996. In theory, the cylinder spigots, no matter the year of the case or bore size, are supposed to be 118mm center to center. In practice, they are anything but, and as shown by our measurement of four different case halves there is a WIDE variance as to how far apart these cylinder spigots are actually located.
We measure these on a precision ground granite inspection plate that is certified for laboratory measurements. Then, we use a height gauge that costs over $1500, so our numbers are good. See our results for yourself, the variance is huge.
Ours of course will be perfect each time, because this dimension is easy to control.
Can you give us more info on the age or part number of the cases? If I read you right worst is .00017" variation?
The cases are my own collection of cases from early magnesium 2L cases all the way up to an actual aluminum 3.6L case.
The 3.6 isn't even listed on there - it was the worst with cylinder spacings of 118.11mm reliably. Also, it should be noted that the cylinders are not aligned in a vertical dimension very well. For the purposes of what we are doing, we have stuck to the 118.11 cylinder spacing number for a couple of reasons:
- many of the cases we measured had cylinders spaced at this number
- the cylinders are obviously a loose slip fit into the cylinder spigots; final alignment is achieved when the heads are torqued down.
What I am excited about is the potential of making a case that is quite a bit more accurate than the factory case, and even more than that, the accuracy will be repeatable. Making an accurate case is kind of like blueprinting a small block chevy - we should be able to squeeze out a hair more power or efficiency just because all three cylinders will be perfectly aligned both vertically and horizontally.
It's really not hard to achieve and beat factory accuracy.....
The cases are my own collection of cases from early magnesium 2L cases all the way up to an actual aluminum 3.6L case.
The 3.6 isn't even listed on there - it was the worst with cylinder spacings of 118.11mm reliably. Also, it should be noted that the cylinders are not aligned in a vertical dimension very well. For the purposes of what we are doing, we have stuck to the 118.11 cylinder spacing number for a couple of reasons:
- many of the cases we measured had cylinders spaced at this number
- the cylinders are obviously a loose slip fit into the cylinder spigots; final alignment is achieved when the heads are torqued down.
What I am excited about is the potential of making a case that is quite a bit more accurate than the factory case, and even more than that, the accuracy will be repeatable. Making an accurate case is kind of like blueprinting a small block chevy - we should be able to squeeze out a hair more power or efficiency just because all three cylinders will be perfectly aligned both vertically and horizontally.
It's really not hard to achieve and beat factory accuracy.....
Interesting. I was curious of the ages. The older cases no doubt were manually setup and machined. I would have expected the newer cases to be more consistent instead of less. Although sometimes those old timer machinists could perform some serious magic. No doubt these were street cars and tolerances are less than ideal IMO for high performance or race applications in almost every respect. They tightened a lot of tolerances with the 993 version of the 3.6 vs the 964. Far less variation in weights and tolerances which could still be taken a lot further. Looking forward to see what you come up with.

 02-23-2019, 04:16 PM
02-23-2019, 04:16 PM
 I used a petro bond based sand although a few years back I helped come up with a new sand process for casting Mag that was far more environmentally friendly with no water added. The finish is almost as smooth a diecast and it creates a thick oxide skin that prevents corrosion better than I have ever seen. If you ever decide to go to the Mag side I can put you in touch with the shop. I was able to achieve nearly similar mechanicals in both alloys which were as strong as carbon steel.
I used a petro bond based sand although a few years back I helped come up with a new sand process for casting Mag that was far more environmentally friendly with no water added. The finish is almost as smooth a diecast and it creates a thick oxide skin that prevents corrosion better than I have ever seen. If you ever decide to go to the Mag side I can put you in touch with the shop. I was able to achieve nearly similar mechanicals in both alloys which were as strong as carbon steel.