When you click on links to various merchants on this site and make a purchase, this can result in this site earning a commission. Affiliate programs and affiliations include, but are not limited to, the eBay Partner Network.
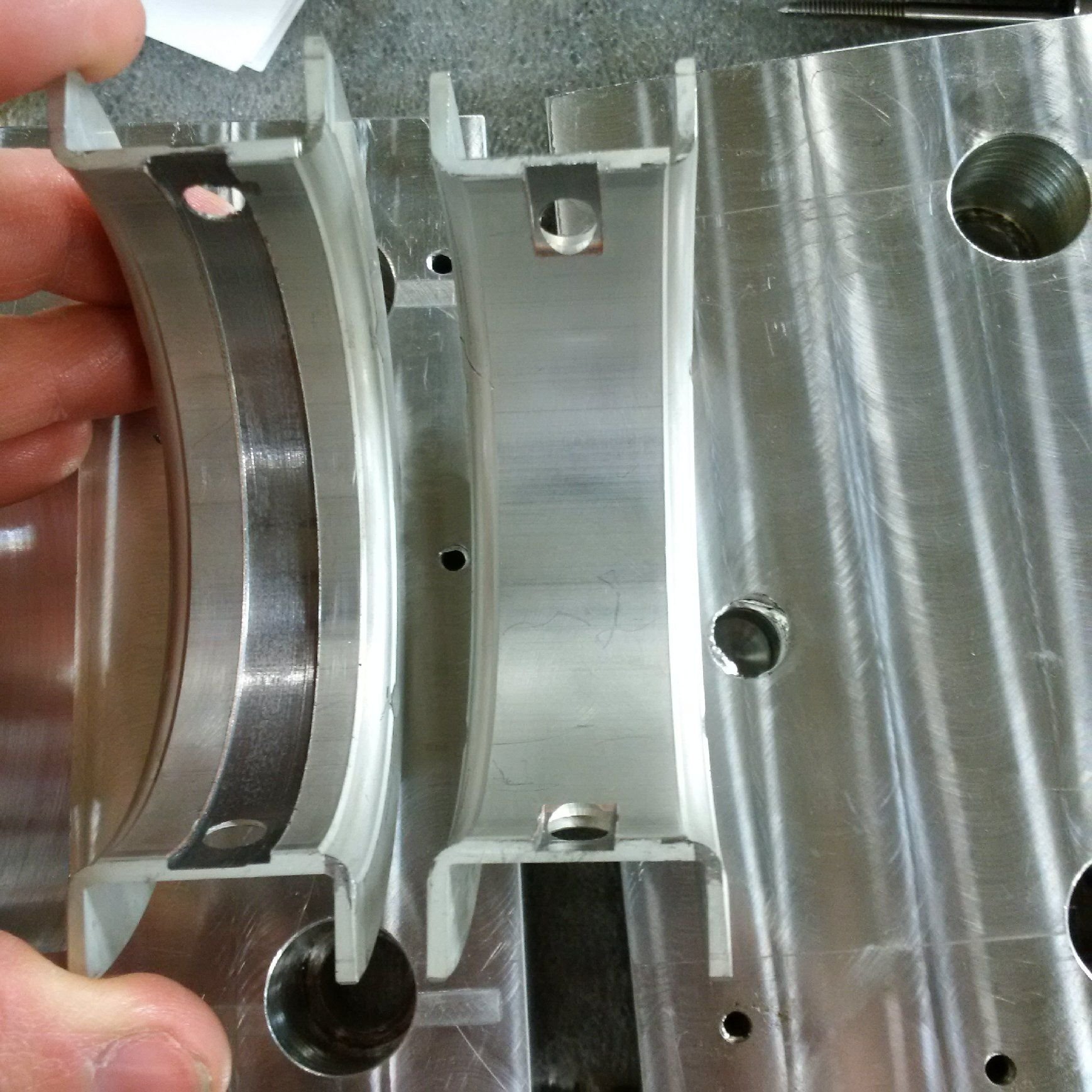
Main bearing grooving fixtures made. Also, the cams were corrected to run on S4 heads, took a long while of machine time to do it safely as it�s hard material. Those passes were only 0.001" per pass.
John�s fixture to turn any block into a squirter block
Our math says that to run a high rpm 928 engine with good cylinder seal and oil control, we need thin piston rings. To run thin piston rings while making adequate torque, our math says the engine needs piston oil squirters to cool the pistons. Instead of hunting for rare squirter blocks, John had fixtures made that allow him to covert any 928 S4/later block to a squirter block:
...Also, the cams were corrected to run on S4 heads, took a long while of machine time to do it safely as it�s hard material. Those passes were only 0.001" per pass.
That's impressive (this whole thread is to me).
I'm guessing cams are case hardened, so at some point you run out of hardness. How much was removed w.r.t. depth of hardness? Also, out of curiosity, why machine vs. grind? Thx!
That's impressive (this whole thread is to me).
I'm guessing cams are case hardened, so at some point you run out of hardness. How much was removed w.r.t. depth of hardness? Also, out of curiosity, why machine vs. grind? Thx!
The exhaust cam needed to be machined for a longer journal because of a simple screw up, it was left to S3 length instead of being cut down to S4 length. It�s a lot simpler job than fitting a stock S3 cam into S4 heads, because these cams have the material cast in for this purpose.
It�s chill cast and I don�t think there�s any further case hardening or heat treatment, although I could be wrong. I don�t think this journal needs the same level of hardness as the lobes, anyway.
Here�s the machine that was used, don�t know enough why it was done the way it was:
Main bearing grooving fixtures made. Also, the cams were corrected to run on S4 heads, took a long while of machine time to do it safely as it’s hard material. Those passes were only 0.001" per pass.
I would add a few more holes in the upper bearing half like you will find in the Simard engine.
�ke
Last edited by Strosek Ultra; 03-05-2020 at 09:25 AM.
I would add a few more holes in the upper bearing half like you find will in the Simard engine.
�ke
What�s the logic? Something to do with �oil timing�? The area alone should be sufficient without the extra holes. As an additional factor, the Simard engine has a striker crank with single straight oil passage without cross drilling, while these engines will have stock crankshaft with cross drilled center mains.
This would be the worst time to be bitten by a tick
...because then you�d have Corona with Lyme.
Thank you thank you, I�ll be here all month (other than I�ll have to go buy the stock market at the end of the March when the global infection rates are expected to stabilize)!
In the real world, here are some of John Kuhn�s new tools. A drill bit and a reamer to create piston oil squirter housing bores into the 928 block:
What’s the logic? Something to do with “oil timing”? The area alone should be sufficient without the extra holes. As an additional factor, the Simard engine has a striker crank with single straight oil passage without cross drilling, while these engines will have stock crankshaft with cross drilled center mains.
First I like your oil groove but it need deburring. https://www.substech.com/dokuwiki/do...mance_bearings
The picture showing a main bearing shell with additional oil feed holes is from Mike Simard. I suppose that is how he modified the main bearing shells in the 7 liter stroker engine.
I came up with the same idea sometimes in the early or mid seventies when I noticed BMW went from only one hole to two or more slotsin the bearing shells. Here is the theory behind it https://www.substech.com/dokuwiki/do...mance_bearings
In those days I did not have a milling machine to do the slots so the drilling of additional oil holes was the obvious thing to do.
I once had severe problems of failed Glyco rod bearings on highly modified BMW motorcycle engines. The drilling of additional oil holes in the mains and the installation of harder Clevite rod bearings solved the problem.
For the 928 engine block in order to increase the oil flow I will port the oil gallery all the way from the pick up in the sump to engine bearings. I will port the oil gallery going around the main bearings in the block and the girdle. It can be done using a die grinder and a suitable sized rotating file.
�ke
First I like your oil groove but it need deburring. https://www.substech.com/dokuwiki/do...mance_bearings
The picture showing a main bearing shell with additional oil feed holes is from Mike Simard. I suppose that is how he modified the main bearing shells in the 7 liter stroker engine.
I came up with the same idea sometimes in the early or mid seventies when I noticed BMW went from only one hole to two or more slotsin the bearing shells. Here is the theory behind it https://www.substech.com/dokuwiki/do...mance_bearings
In those days I did not have a milling machine to do the slots so the drilling of additional oil holes was the obvious thing to do.
I once had severe problems of failed Glyco rod bearings on highly modified BMW motorcycle engines. The drilling of additional oil holes in the mains and the installation of harder Clevite rod bearings solved the problem.
For the 928 engine block in order to increase the oil flow I will port the oil gallery all the way from the pick up in the sump to engine bearings. I will port the oil gallery going around the main bearings in the block and the girdle. It can be done using a die grinder and a suitable sized rotating file.
�ke
ok thanks for the tip
we studied the flow paths and are trying a narrower groove with holes drilled into the groove. There�s a theoretical gain there because the bearing area is larger that way
Yes, the groove looked a bit wide but on the other hand most of the load will be on the lower bearing shell which is not grooved.
I believe it is important to get as good as possible of oil flow up the the mains. With more power and higher rpm the side leakage will increase.
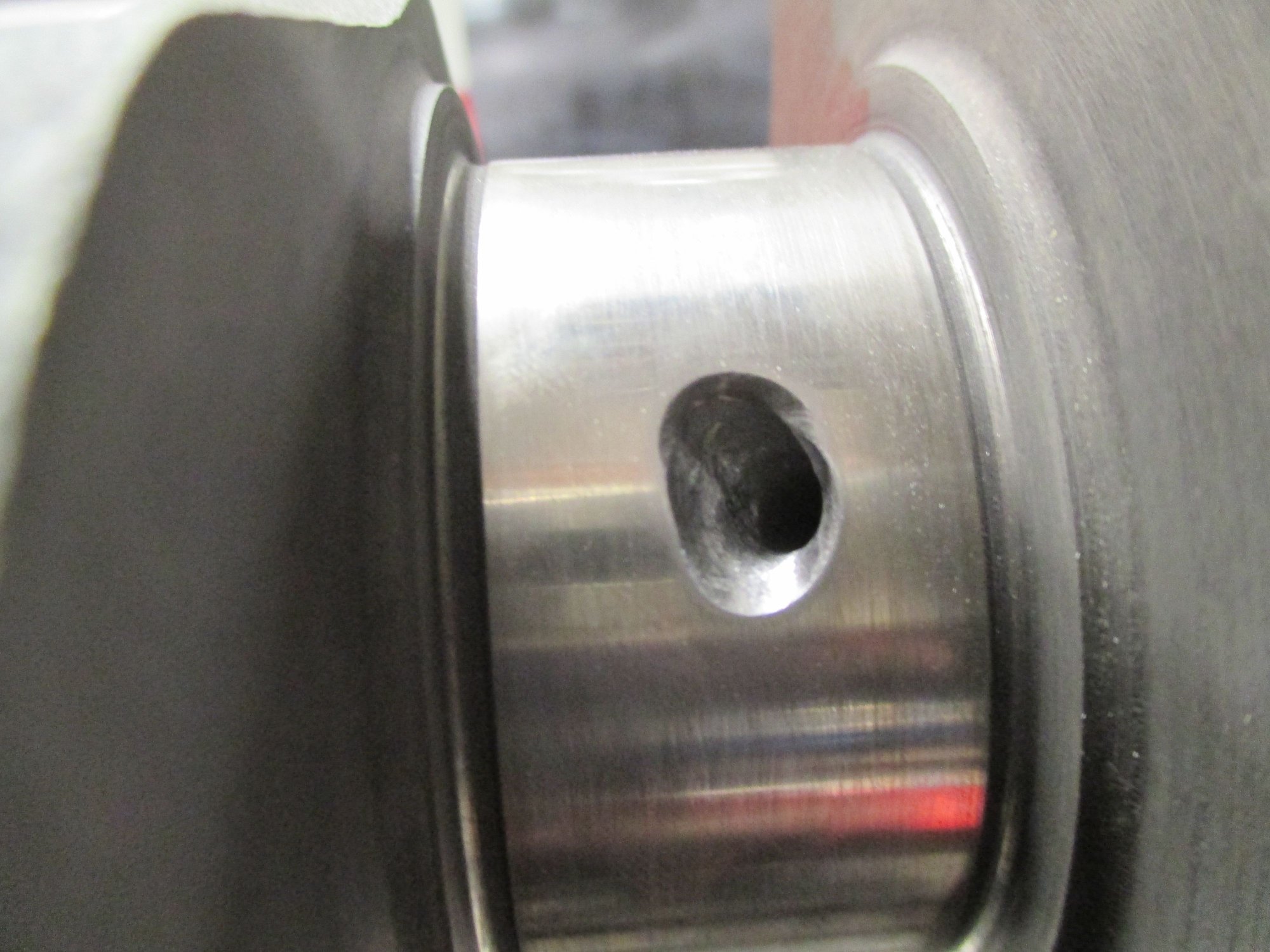
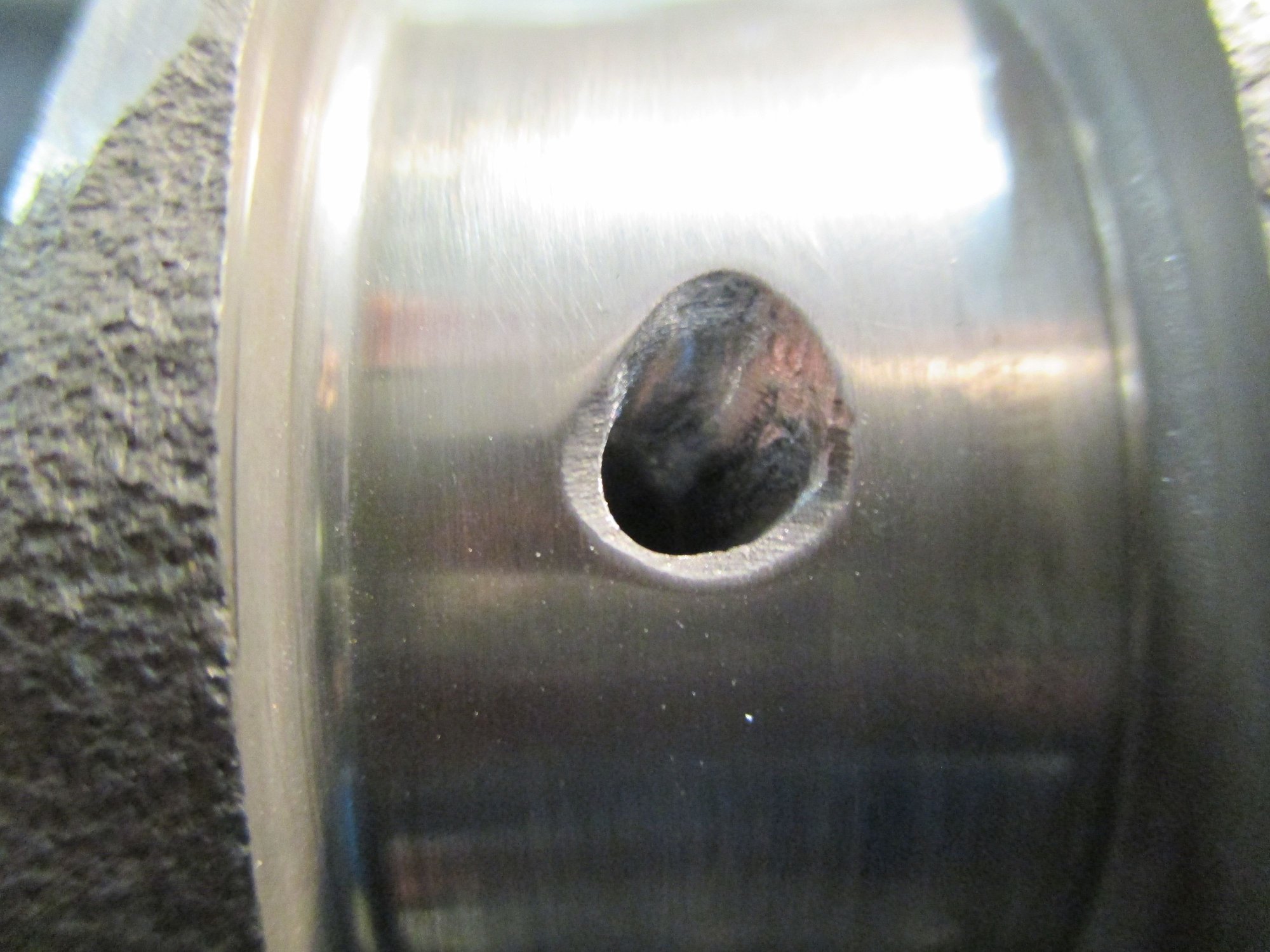
In order to increase the oil supply to the con rod bearings I usually tear drop the oil drillings in the crankshaft. Not long ago I did this kind of modifications on several BMW six cranks I have in the shop (pictures).
�ke

 02-15-2020, 04:00 AM
02-15-2020, 04:00 AM