When you click on links to various merchants on this site and make a purchase, this can result in this site earning a commission. Affiliate programs and affiliations include, but are not limited to, the eBay Partner Network.
Can't wait to see the end result of all this work. I badly need a belly pan for my 85. No idea where the original piece went to or how long ago it departed.
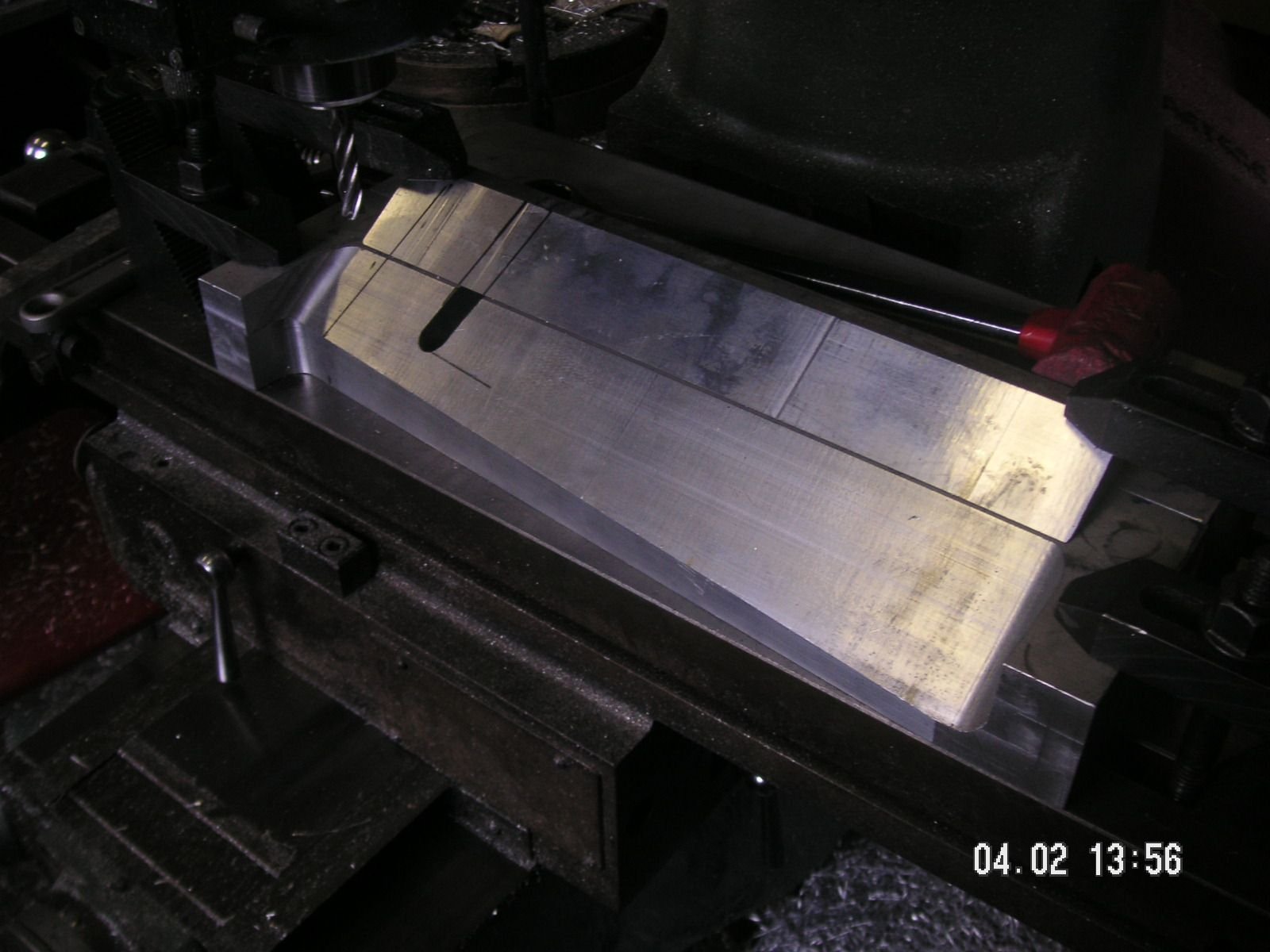
I must be having fun because time really flies when I am out in the shop working on this project. I spent nearly 3 hours again today and got the patch fabricated and installed for the mistaken guide slot. All I need to do with it is cut the slot in it at the correct angle. I had to quit and come in to fix some supper; so I guess I'll cut the slot tomorrow.
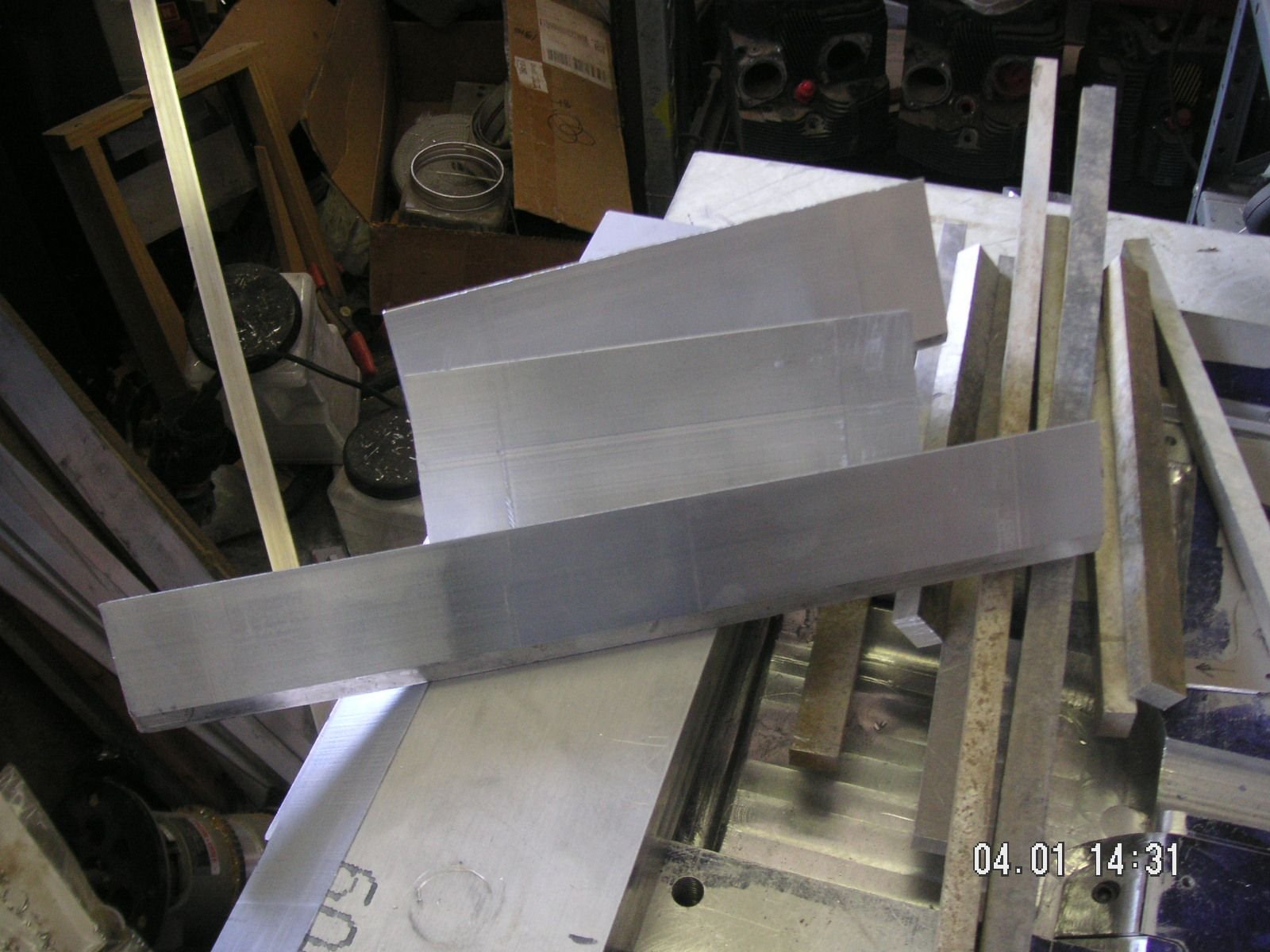
I am starting to think now in more detail about how to make the forms for the ends of the pan. I know how I want the ends shaped and have drawn the basic shapes out on paper, but just how to do the forms takes much more thought. I have been troubling along the way about how to make the end forms, particularly how to have them form the top edges of the sides. Now, I am thinking that I will need two more forms to do that with, rather than trying to do the end forms each all into one. I have the drop from the pieces of aluminum plate I bought for this project, so if I can figure out how to cut two strips about 2 1/2 or 3 inches wide off of it, I can make the two extra forms out of that. I think this work is keeping my brain from going south.
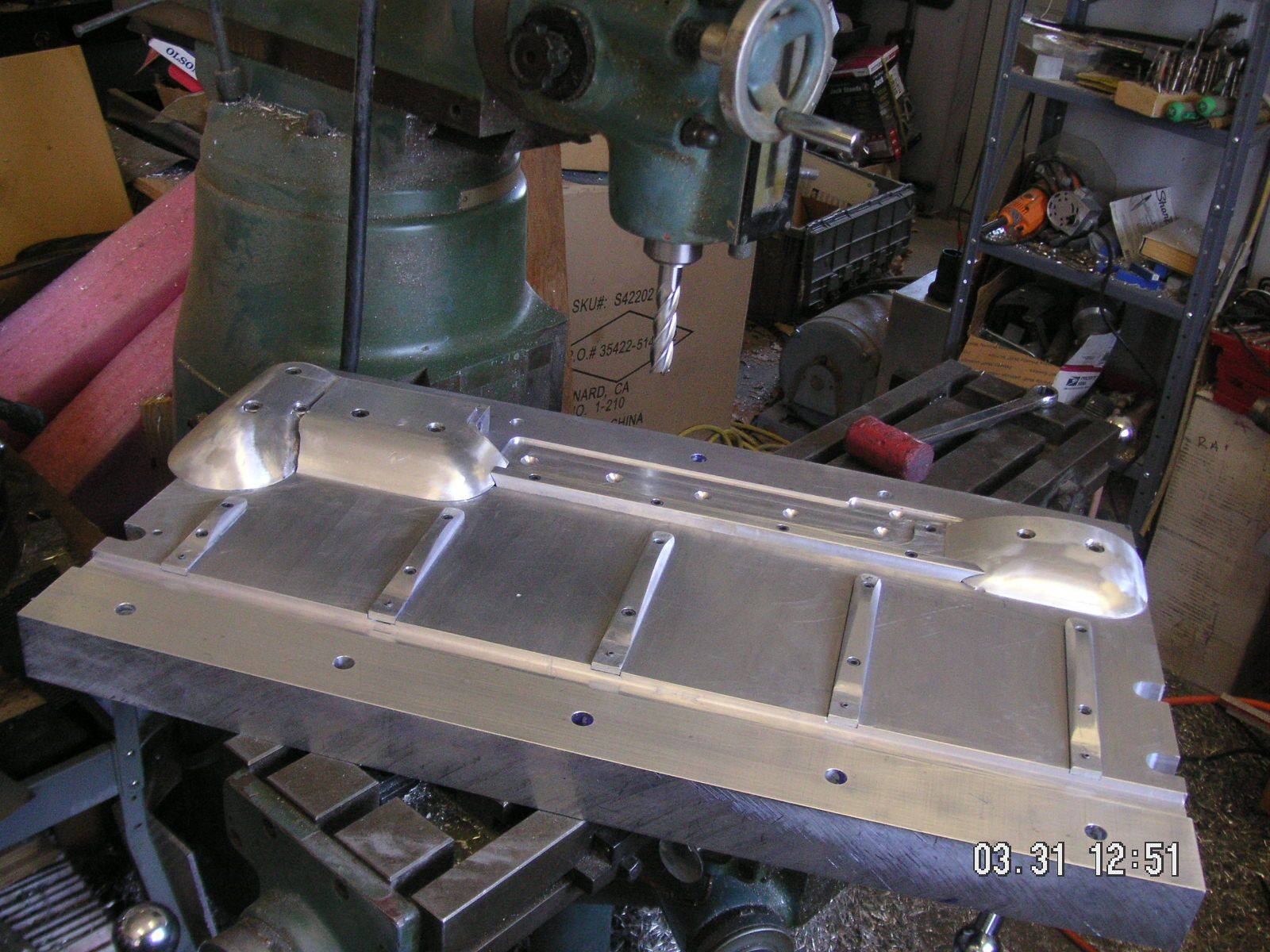
I milled the repaired guide slot, then put all the pieces back onto the top plate. I also sanded most of them getting ready to try to polish them in preperation for forming.
Next I'll get the base plate back into the mill and true up some of the slots that I think are off a little. Then I can put it back on the work table and start taking mesurements for the end forms.
I forgot to take my camera out today, but I'll take a picture or two tomorrow.
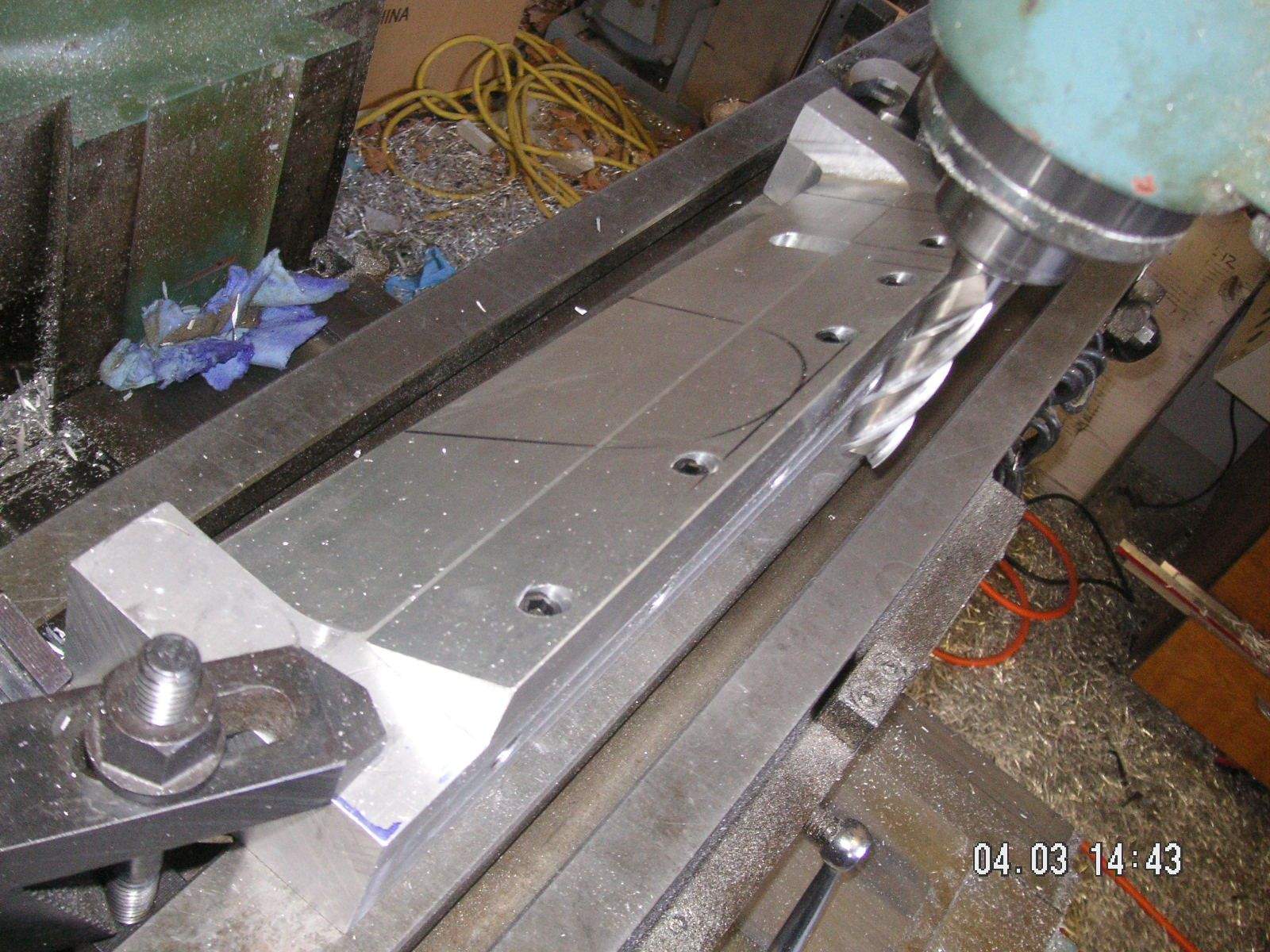
Then the only thing I got done today was to button up the top plate and set it aside for a while. Then I wrestled the bottom plate back onto the mill table and lined it up so I could true up a couple of the rib slots and then I cut the centers of the rib slots a bit deeper to be sure that they will clear the rib forms.
After I wrestled the bottom plate back onto the work table I found myself with a nearly blank mind in terms of what to start with milling the finishes to the end plates. About then my daughter called upon me to take her out again for some more drivig practice, so that actaully gave me a time to start putting some of the end plate processes into my mind. I think I have enough of the process in my head to be able to start on those tomorrow Happy isolation, everyone.
I have some of the procedure figured out about how to finish up the end forms. In preperation for that I have made some more bevel pieces to fill in on each of the end pieces in places where there are voids now. That took a bunch of machine time, but the end will be worth it. Now all I have to do with them is figure out how to clamp them in place after they are cut to rough shape, for drilling tapping holes to hold them in their places. They are going to be cut into several different pieces, I think.
You may recall that I cut couple pieces like these some time ago, but I'm not too sure about their fit. I may however get to use them also.
The end pieces are now coming back into focus, I think. I decided that I needed another bevel piece since the early ones I made are actually not tall enough. Now I need to layout just how best to place the bolts to mate the bevels with their respective plates. I had to come in and work some of that out on paper, so I didn't get all that much done yesterday. I think today and over this weekend I ought to make some real progress.
I finishe up the first steps on one end piece and bolted it temporarily onto the base plate again. Then I find that the mating plate, the male forming end plate, does not quite fit flush to it. I have checked the milled surfaces and they all seen nearly perfect, except fot possibly the angle of the bevel piece I just bolted on. I'll think about it a bit and then decide if I need to massage that surface a little bit. Or, now that I think of it, and I didn't check, it might be one of the bolt heads sticking up a bit. I'll check that later. I hope so.
I have the other end piece set up in the mill to mount the bevel piece and trim it.
Now we have to go do some more driving practice to nowhere.
Well, it was the bolt head holding the end plates a little apart at the front. Rather than set it up in the mill and recess the counter bore a little I just filed the protruding head off a bit. Then It think the bevel is still off just a tiny bit. I think I can true that up when I present the angled faces of these plates to the mill for further shaping in their level position. I have the other end pieces kind of mocked up like that at the end of this morning's efforts.
This morning I worked up the bevel onto the other end piece and trimmed it to match including cutting it in three pieces in the places for the corner brace forms. These two pieces mate up perfectly with the male end form for their side. (I filed the heads of the bolts a little here too.)
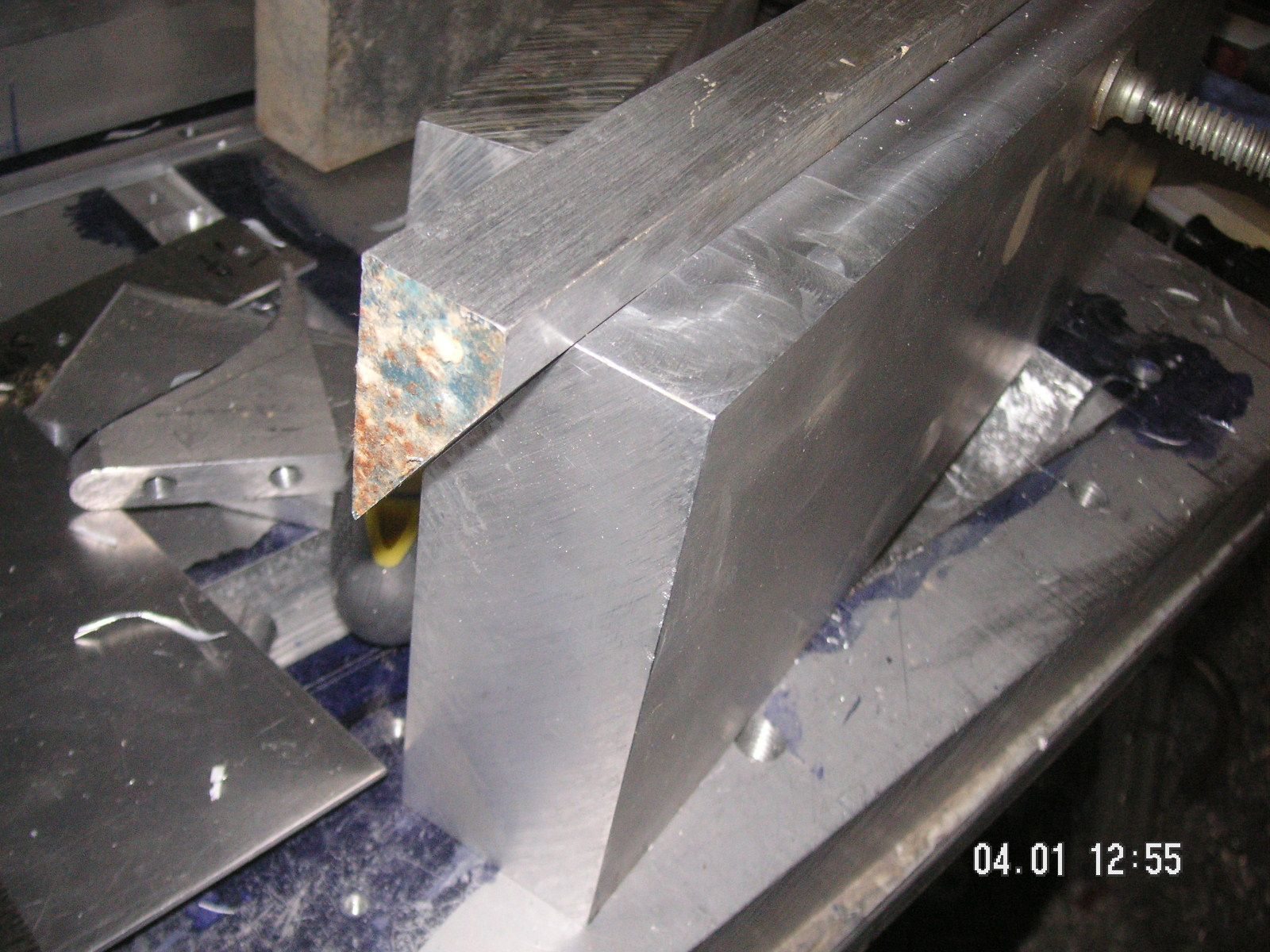
Now is the time to start shaping the fixed end form pieces for their edge finishes. In order to place them in the mill with the bevel surface flat I needed to determine the change in the angle of the slope of the front and rear edges. Looking at them horizontally they change at the front in the 3 inches or height of the front sides by 1/2 half inch and that comes out th 9 degrees of angle, but again, horizontally. When that angle rotates the 32 degree of the side slope the angle on the surface changes to 8 degree, because now it is a change of 1/2 inch in 3 and 7/8 inches. I have been using a sort of metal guide to place these pieces on the mill table at the correct angle, but I had to come in and make a new one for the 8 degree angle. I'll go cut that one out and finish it so I can correctly locate these side pieces for work on the flat surfaces at the correct angle.
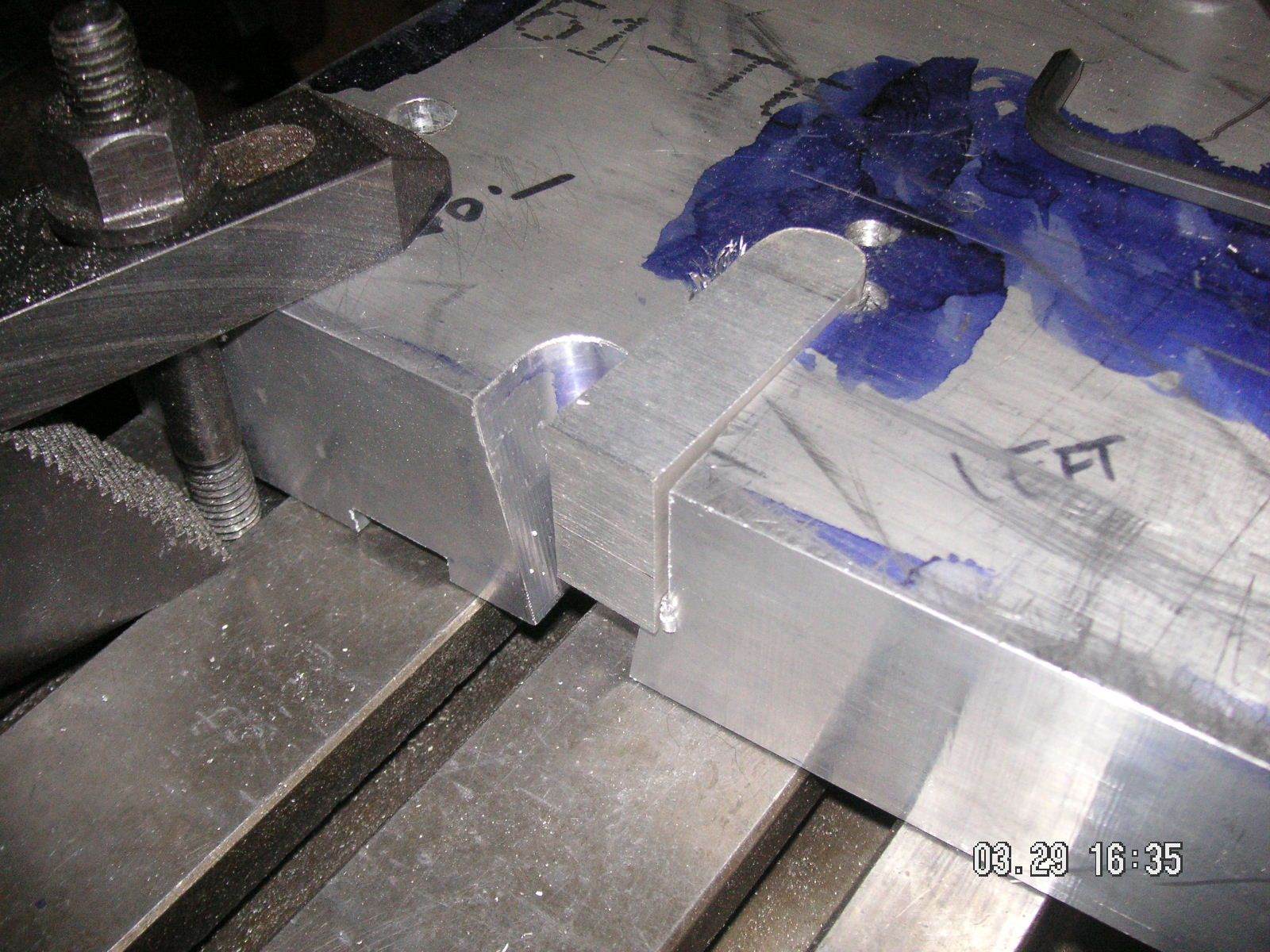
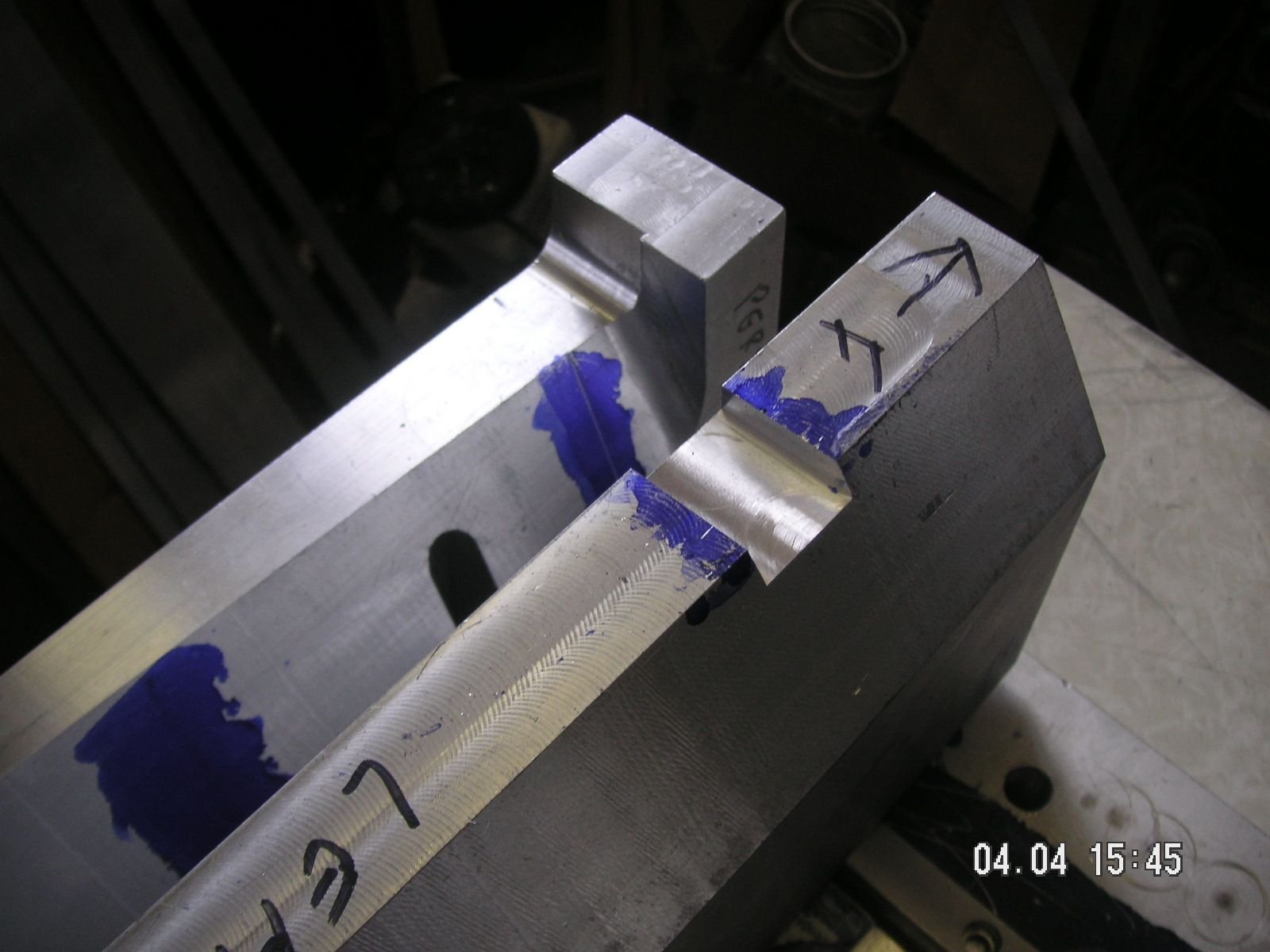
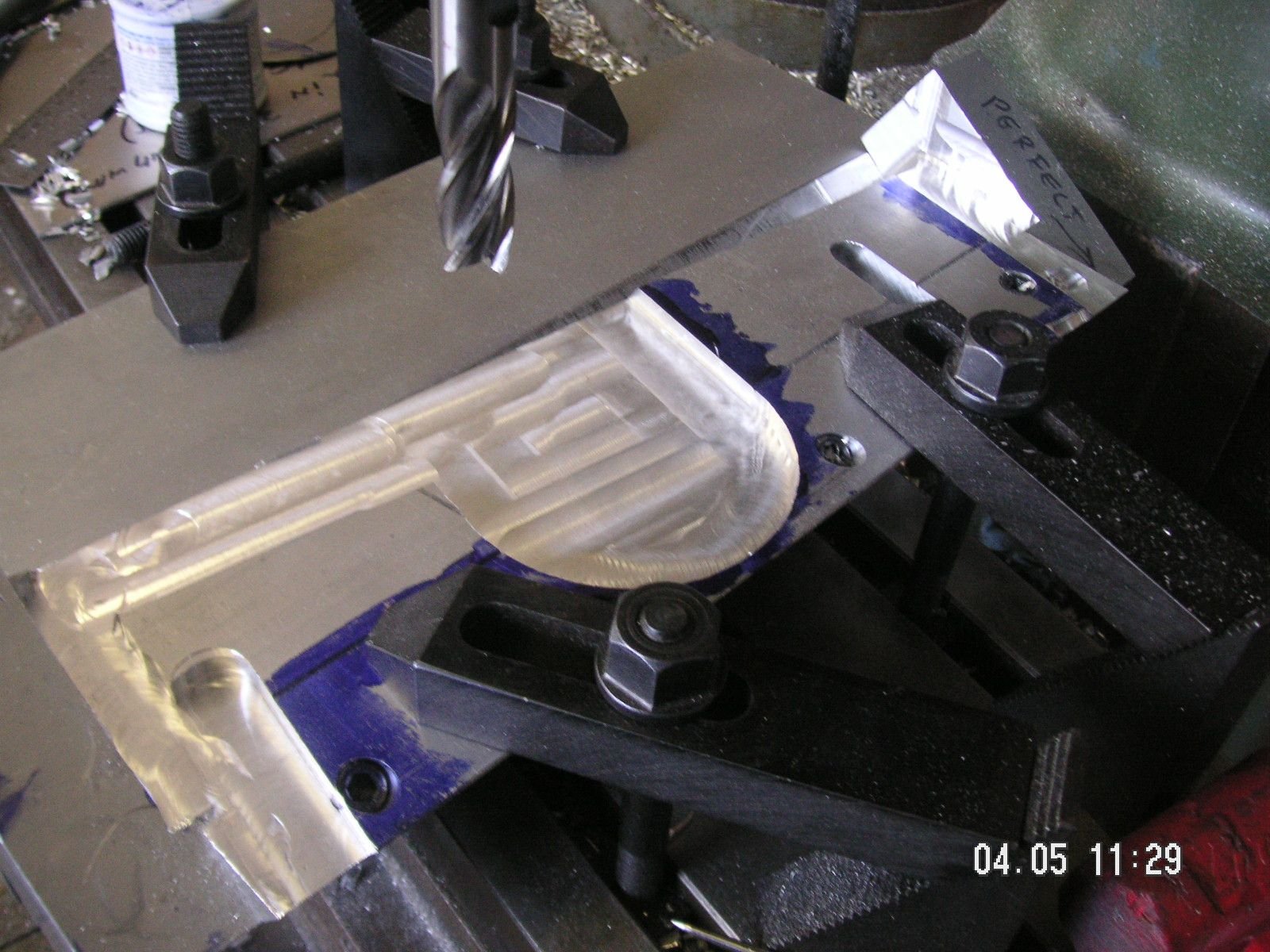
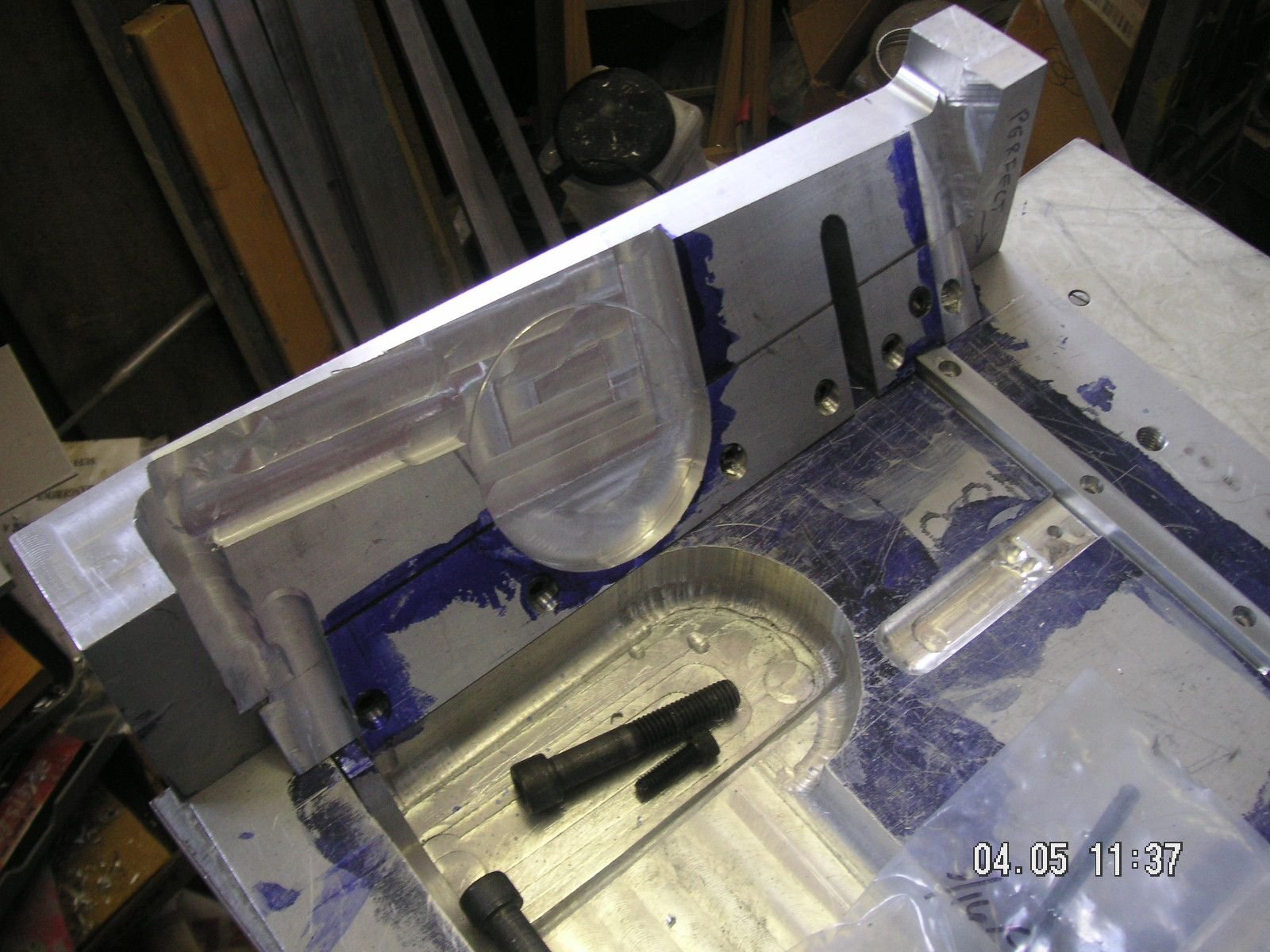
I pretty much have the configuration of the sides determined so it is going to be pretty straight forward to shape them. That is actually going to be kind of fun. I think my clampng method to put the work surfaces flat is going to work out pretty simply by using the bevel on the male form pieces. See the pictures.
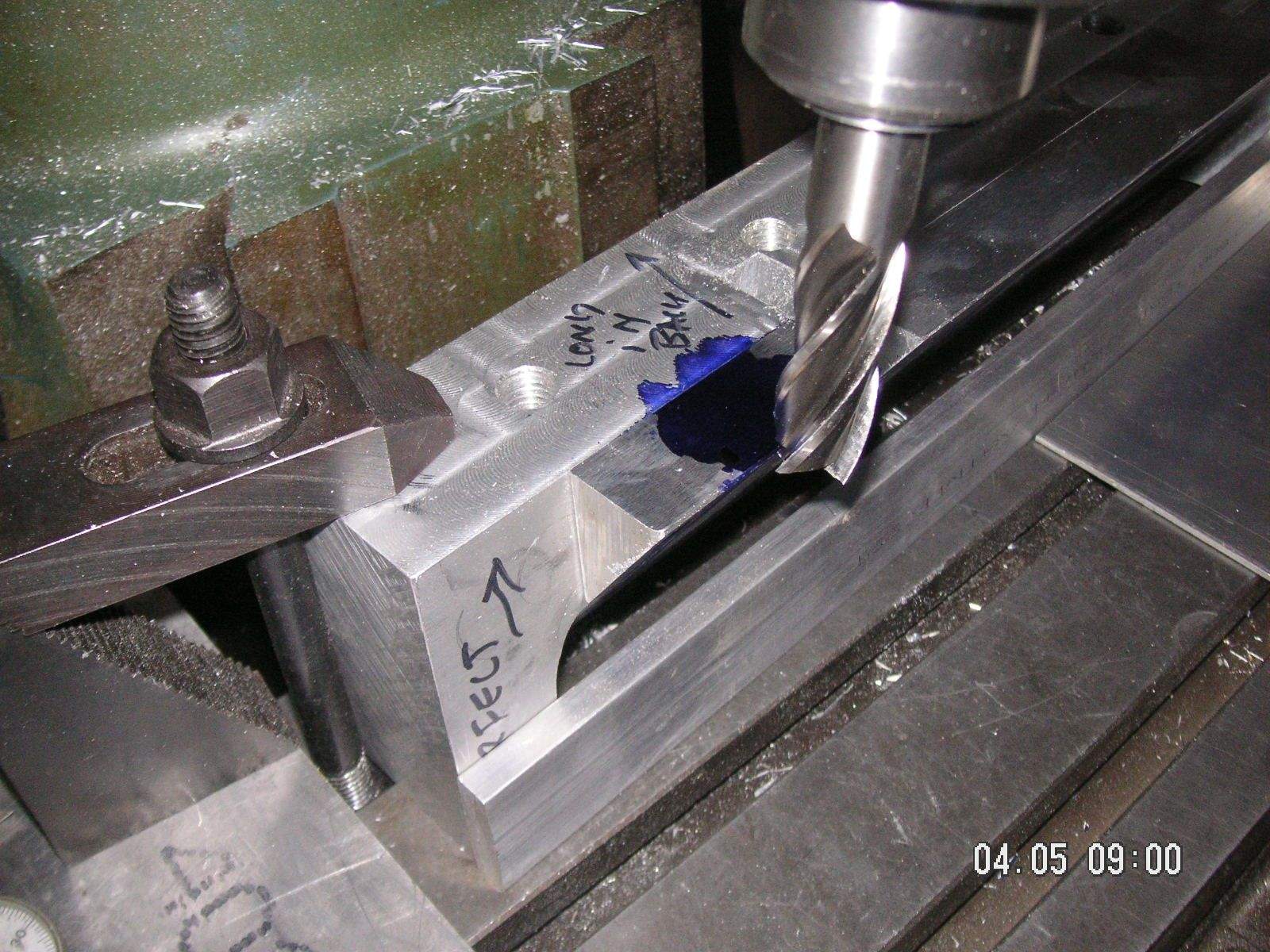
I got a little bit more done yesterday afternoon. Today I need to cut slots in the two outer form pieces, then start working on the bevel faces to shape the sides of the pan.
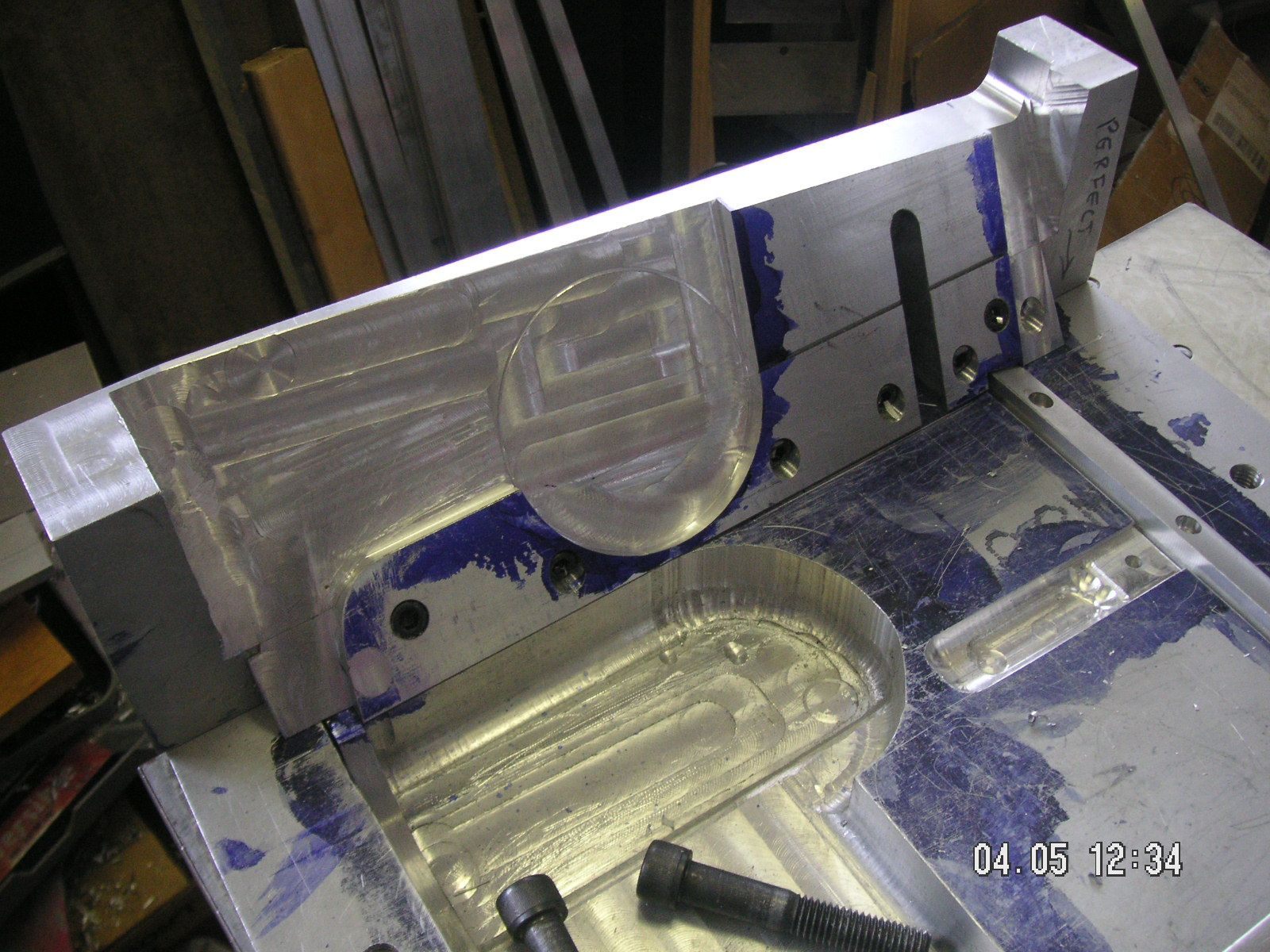
That worked pretty good to mill on the flat surface of the bevels. I got the face of the left side form piece milled to its final shape, I think, but it took me quite a while. I had to move a couple of screws and fill one of the holes, but that worked out ok. I used my fly cutter to mill the circumfrence of the vent tube opening and that worked real well. Next on this piece will be to mill the top surface to its final form which will involve placing a small form piece in it to form the place for the top anchor screw. I still have to figure out how the finish of the trailing edge is going to transition from the bottom finish the the side and top edge finish. Maybe it will just have to happen and then transition it by hand.
You can see the shape of the end of the pan in the last couple of pictures where it is pretty much outlined in blue.
I have kind of been in the throws of a small design dilemma. I have been working over in my head just how to make the transition of the rear edges from the bottom edge to the rear side edges. They are different and kind of opposite, so just how to make the transition and how to form it has been troubling me. I think I know how they need to finish, but just how to form that is still kind of elusive for me. You will recall, maybe, that the front edges, front and front sides, finish up and out, by virtue of the way the original front bottom edge finishes. That is, up about one tenth of an inch and then outward to be trimmed off at somewhere between a sixteenth and an eighth of an inch. The rear edge of the original is simply finished in a straight back, what I call, a raw edge. My rear edge is finish up a tenth and back to be finished off like the front by hand at between a sixteenth and eighth of an inch. The side rear and partial top edge is going to be finished simply outward and finished off by hand something less than a quarter of an inch; and the very top side edges will be finished downward and trimmed off by hand at about 3/16th to quarter inch
I think I am close to solving it, so as soon as I can get a couple of things done in my yard, I'll get to it..
Last edited by Jerry Feather; 04-08-2020 at 10:37 AM.
I still have a llittle yard work to to, but I have also been working on the next steps to milling the end forms correctly, in y head. I have been working to get the processes squarely in my mind so that I don''t make some fatal mistake or even one that can be corrected. I don't need much more of that. I'll try to finish up later today on the yard and then this weekend I'll have some time to get back to the machine work on this project.
This, like most of my projects, has a tendency to sort of branch out. First I find myself working on the trunk of the project, and in this case I think that has been the base and top plates, but then the project has put out branches that all seem to need to be worked on at the same time. Here the branches are the outer end forms, the inner end forms and then with them the bottom corners and faces of each of them that each take some mental work to figure out. I think that is what seems to have been holding me up a bit the last few days.



 03-29-2020 | 10:34 PM
03-29-2020 | 10:34 PM