When you click on links to various merchants on this site and make a purchase, this can result in this site earning a commission. Affiliate programs and affiliations include, but are not limited to, the eBay Partner Network.
Excellent work ..Perhaps M97 engine cases in the future ??
No, there are way to many water pumper cases out there for 996/997.....HOWEVER I do plan on making the GT3 / Turbo water pumper cases which are really air cooled cases with some minor differences and water cooled heads.
Will you offer serial numbers of the buyers choice?
YES, the serial number space will be customizable. We have to uniquely serial number the cases for quality control purposes and so we can log production, and we are finding a different place on the case to put OUR number on, so that the user can put whatever number they want in the normal place. This will allow you to create a "matching numbers" case to your car or whatever your heart desires. Obviously my case externally is branded differently than a Porsche case so it clearly wont be a true matching numbers replica but I want the end user to be able to have a little fun with it anyways.
This is pretty awesome thanks for doing this. I was at BBI the other day and one of their customers well... did what they said they shouldn't and a rod was sticking through side of the case and getting these cases is very expensive and very difficult right now.
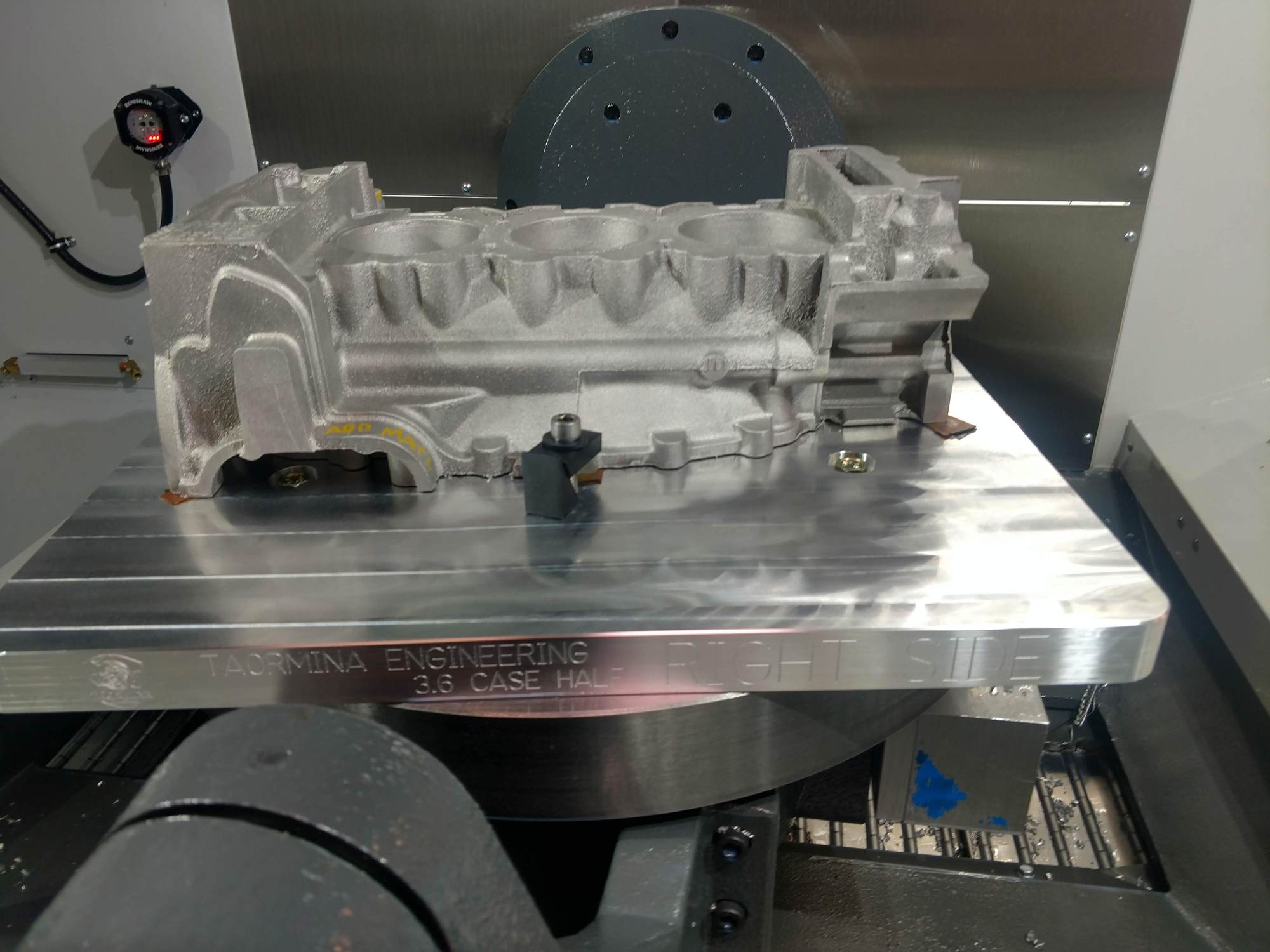
After getting this new machine, we were faced with the decision of using the old fixture plate. There was nothing inherently WRONG with the old plate, but Harman and I mutually agreed to use one fixture plate for the left side of the case and one for the right, which would mean the plate would have less holes in it since it wouldn’t have to accommodate both case halves.For those of you wondering why a fixture plate is a topic worthy of discussion, consider this: If the fixture plate is not perfectly flat, neither will anything mounted to it be flat! Therefore lots of time is spent ensuring that the foundation for literally every cut we will make is perfect.
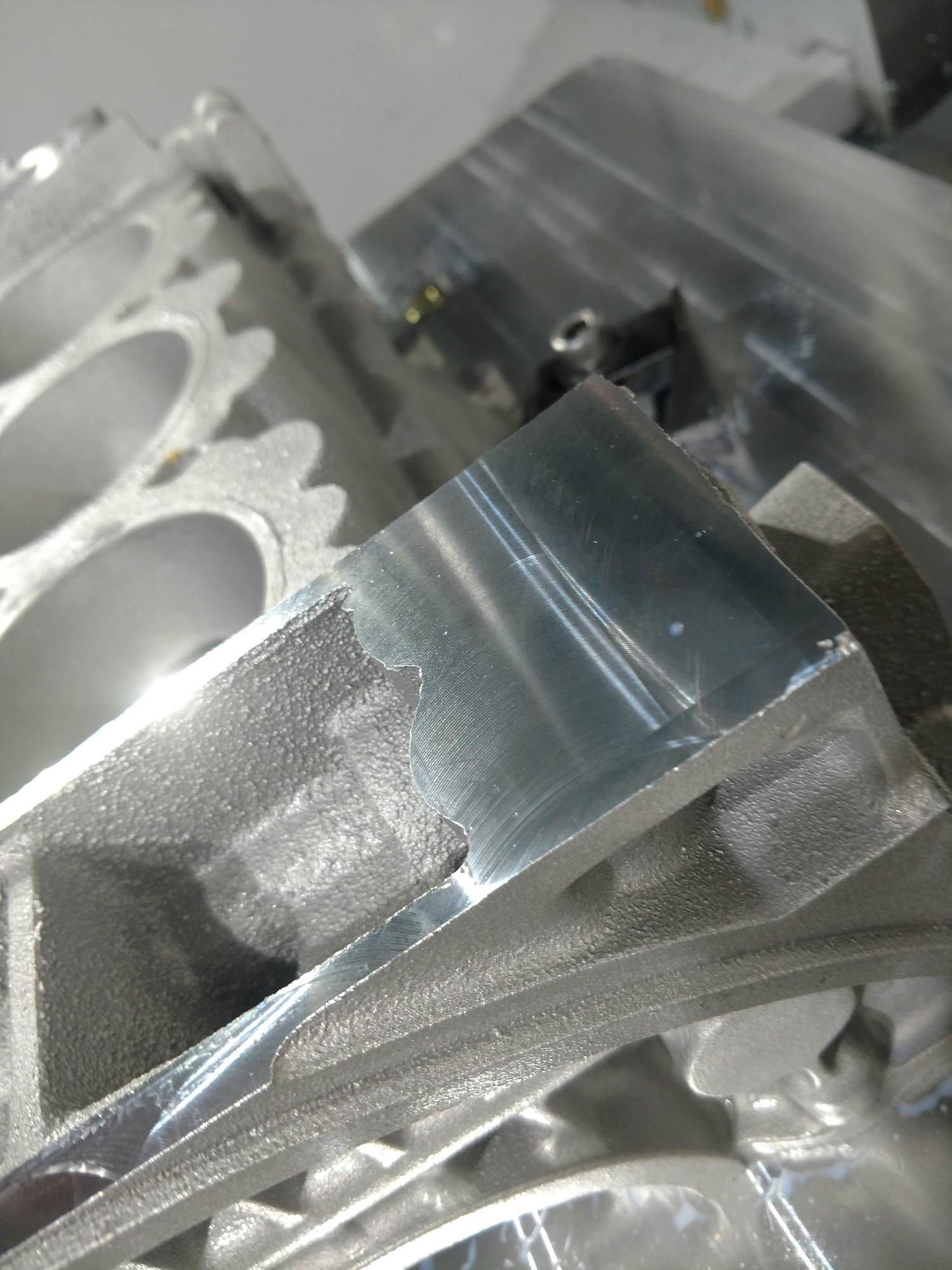
For the non machinists out there – a human hair is about four thousands thick. We got our fixture plate flat to about half a thousandth, or about 1/8 of a human hair. Yep, it’s pretty flat.Next, we tried Operation 1 on the casting, the very first operation which mills the oil filter console and chain box bosses. You may not realize it, but these two surfaces are the basis of flatness for the case parting line which we mill after we flip the case, so these need to be extremely flat.The result was two extremely flat faces, but look at the surface finish. My cutters are substantially better than the ones we were using, and our mating surfaces are like mirrors, and perfectly flat.What a joy these motors will be to build, and they will never leak with mating surfaces like this. The factory only wishes they could put out stuff like this.At the end of the day, it’s not really fair to call this a “reproduction” case although we have no other words for it. Reproduction implies that it meets the same standards as the old one, which is not even close to accurate. My case meets the standards and casually blows them away. Outside of one off race efforts, the factory never put out a production case anything like this!
Considering the factory cases are die cast vs sand I guess you can't compare them.
From a materials standpoint correct, but that is not what I was referring to. No one really knows what kind of alloy the die cast Porsche cases are made of exactly, but it's not better than the A356T6 we are using.
McLaren and Ferrari are two of the biggest low volume sand casters in the world - both those motors are still sand cast and can support unreal horsepower. I am not sure what the McLaren alloys are, but on the two McLarens that I have, the block casting looks and feels a heck of a lot like my case, if looks and feels matter. I'm guessing based on the cost of a Mac, it;s probably A356T6 as well.
That looks very flat and very consistent. And the whole casting looks excellent. Congratulations!
The ability to machine a top surface not only flat but also square to the other sides of the object depends (among other things) on the ability to square up the opposite surface onto your fixture plate. That is, if the opposite surface isn't flat, then the top surface may be flat, but it won't be square to the rest of the object and/or won't be consistently at the same height. And in this case, because you are machining the first surface on a casting, obviously the opposite surface (the parting line) is rough. The pictures show that you are using multiple shims to account for this uneven cast surface, but I'm curious, what do you use as a reference on a raw casting to choose the shim stack at each support point? In other words, to shim it up straight, you are looking for certain points to be at certain heights above the fixture plate. But how do you measure ANY certain points down to a few thou on a raw aluminum sand casting?
Great work so far, can't wait to see photos of a complete case!
That looks very flat and very consistent. And the whole casting looks excellent. Congratulations!
The ability to machine a top surface not only flat but also square to the other sides of the object depends (among other things) on the ability to square up the opposite surface onto your fixture plate. That is, if the opposite surface isn't flat, then the top surface may be flat, but it won't be square to the rest of the object and/or won't be consistently at the same height. And in this case, because you are machining the first surface on a casting, obviously the opposite surface (the parting line) is rough. The pictures show that you are using multiple shims to account for this uneven cast surface, but I'm curious, what do you use as a reference on a raw casting to choose the shim stack at each support point? In other words, to shim it up straight, you are looking for certain points to be at certain heights above the fixture plate. But how do you measure ANY certain points down to a few thou on a raw aluminum sand casting?
Great work so far, can't wait to see photos of a complete case!
The process of leveling and squaring the cases is proprietary. Keep in mind that between the top of the chain box and the case mating surface an entire QUARTER INCH of material needs to be removed! I know, that's a lot, but we wanted it that way because we wanted to control the flatness 100%.
So the basic steps work like this:
- Operation 1 involves shimming the case to rough flatness with precision copper shims. We use copper so that it doesn't bite into the fixture or case and clamp it down as light as possible for the first pass.
- After operation 1 we have some basic flatness on the top of the case. We put the case on our granite table and it is flat, a good start.
- We then flip the case and rough machine the mating surface
- We then flip it back and probe the chain boxes and mill it again
- We flip it back over and probe the surface and mill the mating surface once again.
That is the rough 30,000 foot view, but suffice to say that milling the cases flat is a laborious process, and shims are only used once in the beginning to level the rough casting.
Very cool, sounds like a lot of "measure twice, cut once"...or maybe "measure 40 times, cut 4 times"!
OMG, you have no idea. We spent a week verifying the movements of the machine when the various axis brakes were applied and then programming those into the machine. It took Harman something like 2 days to establish a C axis center he was comfortable with as far as repeatability goes at various temperatures. The measuring here is off the hook, frustrating, hair pulling, slow, but absolutely necessary for the setup of a new machine.
He cuts nothing on the case or the fixture without drilling or cutting a test block half a dozen times first.

 02-16-2019, 02:53 PM
02-16-2019, 02:53 PM