When you click on links to various merchants on this site and make a purchase, this can result in this site earning a commission. Affiliate programs and affiliations include, but are not limited to, the eBay Partner Network.
I am wondering when to apply force to a heated bolt or nut. I understand you are supposed to heat it to a dark red so the metal doesn't weaken too much. Do you let it cool down again before you apply a wrench or do you try to break it lose while it is still red hot? I am trying to minimize the chance of breaking something and basic thermodynamics would tell us that a red hot piece of metal is not as strong as a cooler piece but I have seen videos where someone applied force to a red hot bolt. What am I missing?
I am about to try my new Bolt Buster induction heater on a stubborn bolt this weekend.
I've always heated the surrounding area, not the bolt itself. By heating the bolt you're causing it to expand, making it fit even tighter in the threads. The opposite is obviously true if you're trying to break a nut free - heat the nut, not the bolt/stud.
I've also heated bolts to help penetrating fluid get into the threads, but let them cool before trying to break them free.
That makes sense. Unfortunately with an induction heater I can only heat the bolt or nut effectively - anything you can wrap a coil around - and not the area around it, at least not easily. I am hoping that the bolt and the casing are two different metals that expand at different rates. Hoping that the tension is enough to break the bond and I can get it out.
I've always had best luck with removing the nut while still hot. The nut may actually be at a slightly higher temp due to the bolt being screwed to a heat sink Never used an induction heater.
Well, turns out the fill plug for the final drive is aluminum so induction heat won't work. Damn. I should have thought about that since it turns out the replacement i bought is aluminum too - so I am back to square one. That plug just won't budge and I really don't want to drill and get metal shavings into the differential.
Open flame heat is risky - I think - because of all the other non-metal and of course expensive parts around the axle etc. - so may have to find someone more skilled than me.
Is it stripped already? Not familiar with the drain plug, is it an Allen or hex? If it�s an Allen you can usually hammer a torx bit in and get it to bite.
Yes, it is stripped but I can get an extractor in - what used to be an Allen hole - that bites. I can apply plenty of force, even tried an impact wrench but it won't budge. It's almost like the plug has fused to the case. I have never seen anything like it.
Yes, it is stripped but I can get an extractor in - what used to be an Allen hole - that bites. I can apply plenty of force, even tried an impact wrench but it won't budge. It's almost like the plug has fused to the case. I have never seen anything like it.
time to call in a pro. Hate to say it, but if you snap off that head stud your gonna be super bummed. And yeah, the stud/plug IS at this point part of the case.
Keep spraying it with a quality penetrant over the course of a few days and just let it soak in, use something like PB blaster or Kroil. If that doesn't work I would think about using some small doses of heat.
I use lapping compound made by Clover to use on hex drive plugs so that the hex key grabs the hex hole before it rounds over - gets you a lot of torque applied before deforming the hex hole. But you're beyond that now.
Can you get access to the plug such that you can drill a series of holes in line? With a spare plug, you'll know that max depth to drill and not go thru the plug...use a drill stop. With a decent slot , you can get a large flat blade screwdriver backed up with a wrench to apply max. torque. Again use an abrasive paste to help lock in the blade to the slot.
You can heat cycle the aluminum plug using a induction heater. Use the heater over the steel extractor to conduct heat into the plug. Heat cycling helps reduce the bond between the threads. ALU and Steel have different coeff. of expansion thus loosing the bond. Let it cool down then heat again. Anyway, the extractor will tend to expand the plug as it takes a bite...if it didn't break loose with the hex drive, I wouldn't put too much faith in the extractor.
... You can heat cycle the aluminum plug using a induction heater. Use the heater over the steel extractor to conduct heat into the plug. Heat cycling helps reduce the bond between the threads.
Do you have a TIG welder?
That's exactly what I ended up doing for two cycles. I'll go out again today and try a couple more cycles. The plug itself gets to about 400F when the extractor is red hot (1200F - I measured). Aluminum is such a bad heat conductor unfortunately. I also applied small amounts of PB Blaster to the hot plug but that gets me a lot of smoke - not so good for you health.
I never thought about the fact that the extractor expands the plug and no, unfortunately I don't have a TIG welder - but maybe I should learn to use one of those.
The fill plug looks like and has the same dimensions as the oil drain plug on the thermostat. It even uses the same aluminum washers.
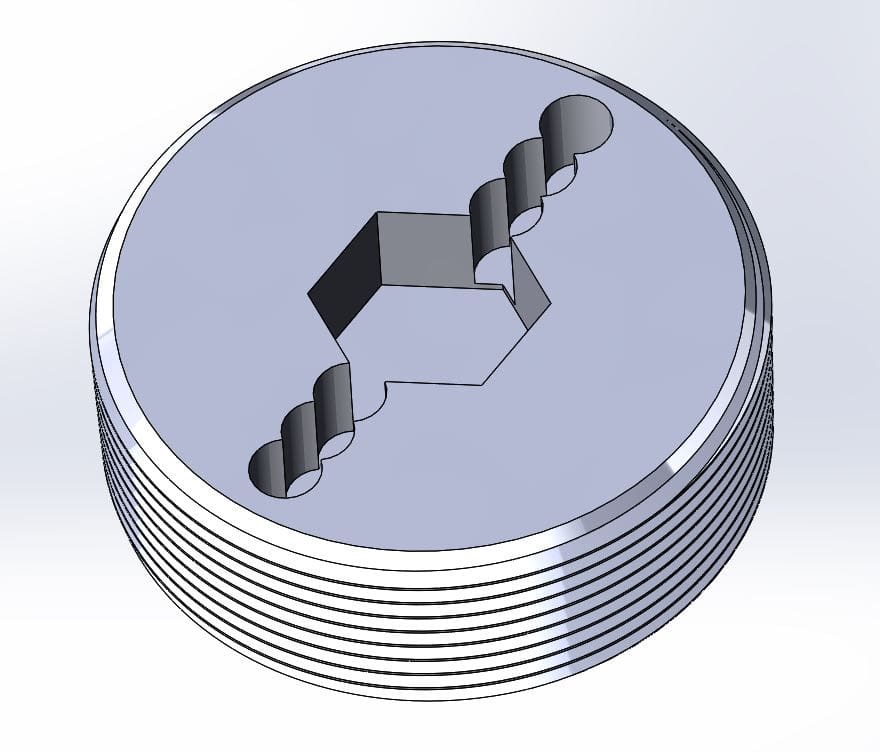
One other option I am contemplating is using a very large diameter drill an "drill off" the lip - the plug would then look like the image above - so the only friction I would have to deal with is the threaded part. The risk is obviously possible damage to the case. However, this is a fill plug for the final drive with no oil pressure. The tightening torque is only 30nM so the chance of oil leaking should be small. where am I going wrong here?
Wait a second - the plug you're removing is 900 219 001 30? That's not what I pictured above at all...
You're right, the only friction against loosening this is the friction on the flange of the plug against the sealing washer.
This should spin off once you turn it a few degrees and relieve the compression on the washer.
1) You're loosening it in the correct direction? righty tighty, lefty loosy - not an insult, just been there before.
2) Get a channel locks with sharp teeth, buy a new one if needed. Apply abrasive paste to the teeth. Wear good gloves.
3) Grip the flange of the plug with the channel lock. Channel locks grip in one orientation. The other orientation strips what ever it is holding.
4) Apply steady pressure.
5) Grunt
This is easier than you think, all the problem is exterior of the threaded hole, unlike a taper pipe thread, etc.
Originally I was thinking this was a taper thread also so maybe someone decided to use red loctite along the way. If the channel locks above doesn't do it try heat, if it's loctite that's the best way to break it down. It only takes 500 F, no need to go cherry red.
Wait a second - the plug you're removing is 900 219 001 30? That's not what I pictured above at all...
Yes, that's the one. Your picture above gave me the idea to essentially drill a hole wide enough to separate the flange from the plug so what I would be left with is what your picture shows. The flange or lip is not very thick so I would still have plenty of hole left to use an extractor. I will try your suggestion next though.
When applying heat through the extractor, the flange gets the least amount of heat since heat has to move from the center to the outside and aluminum does conduct heat well so the flange / lip may not get that hot. My laser thermometer is not that accurate.

 09-27-2019, 08:14 AM
09-27-2019, 08:14 AM