When you click on links to various merchants on this site and make a purchase, this can result in this site earning a commission. Affiliate programs and affiliations include, but are not limited to, the eBay Partner Network.
Based on your numbers, Shawn's pistons were further down than yours are/will be.
So you already would have higher CR...decking the head would raise it even more - not what you want to do.
there might be machining tolerances but the 2.5 vs 3.0 cranks have a 9.1mm stroke difference. if a 3.0 spec piston/rod were installed on a 2.5 crank the piston would be 4.55mm below deck / 0.179"
I am happy to say my short block is back from the machine shop. I installed my old main bearings for mockup and checking clearances as they are in spec but the original bearings from 1985 per date code.
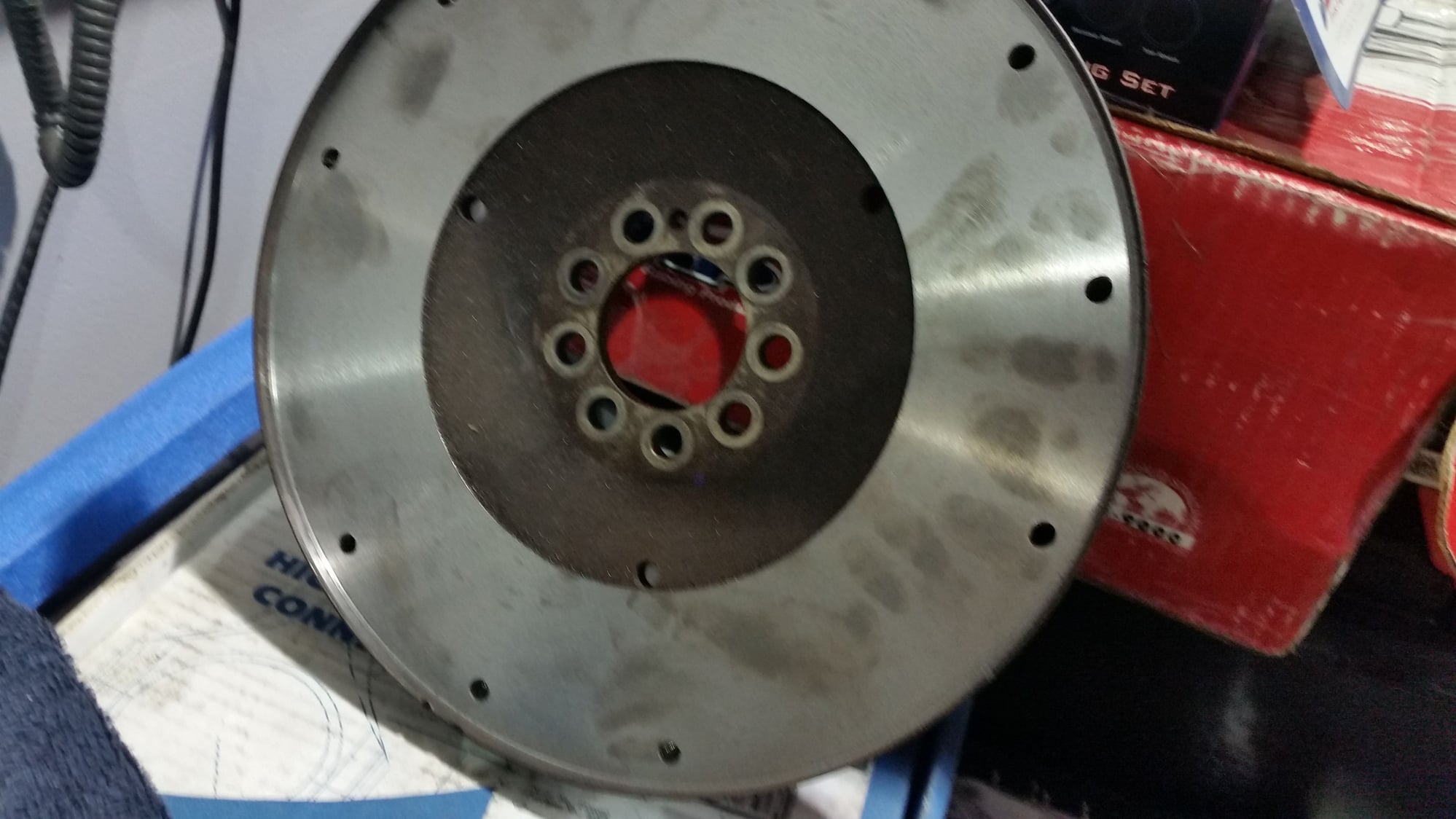
the total came out a little more than I expected but still reasonable. $1520.00 out the door for crank grinding,balanced assembly and made and installed new plugs for crankshaft, as well as remove head studs and sleeve and deck and hone block. Also I had the original flywheel machined and lightened the rear part as well. The machinist said he probably took off 6 or 7 pounds at least. The Mitsubishi rods were bushed per his recommendation.
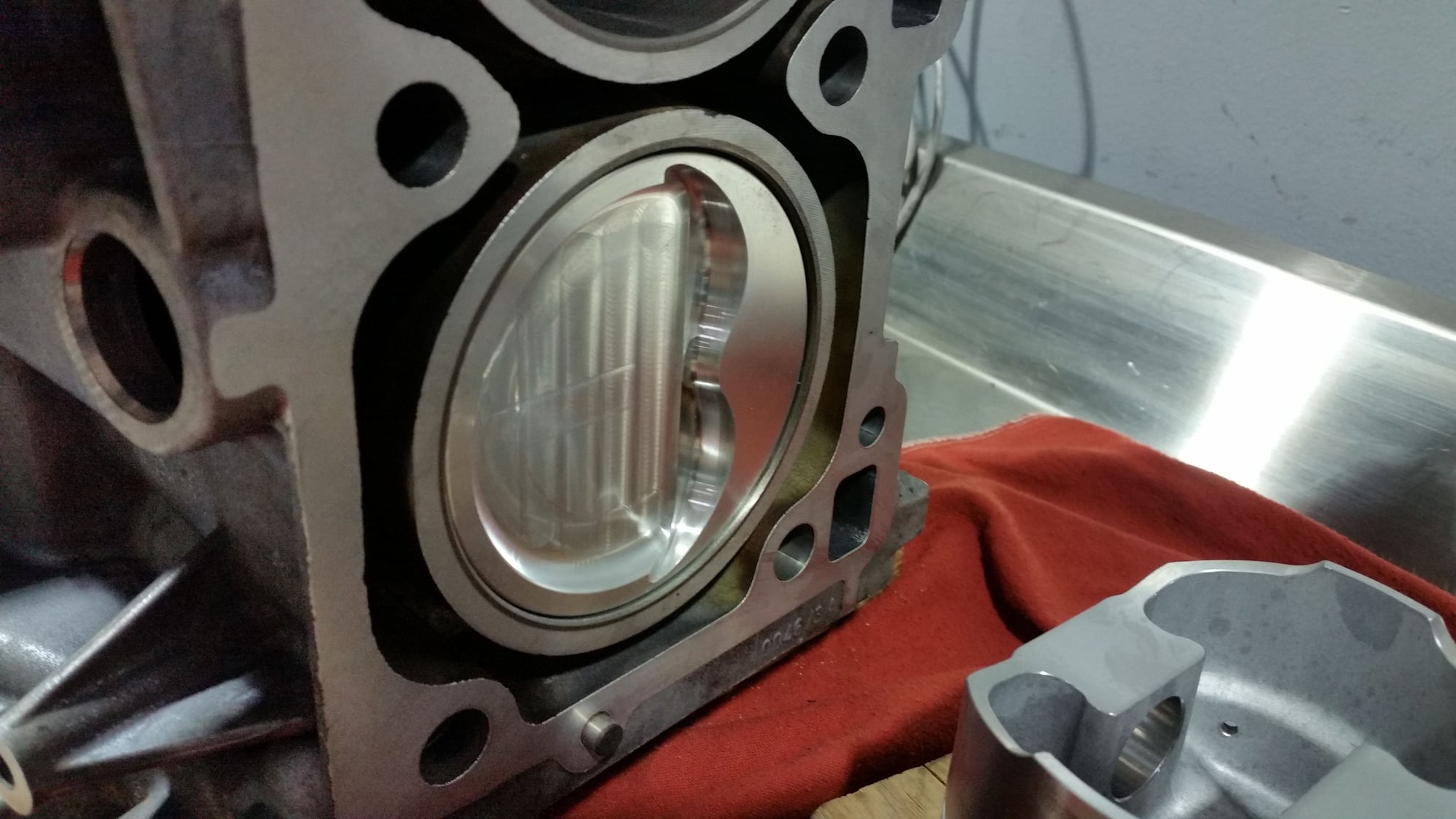
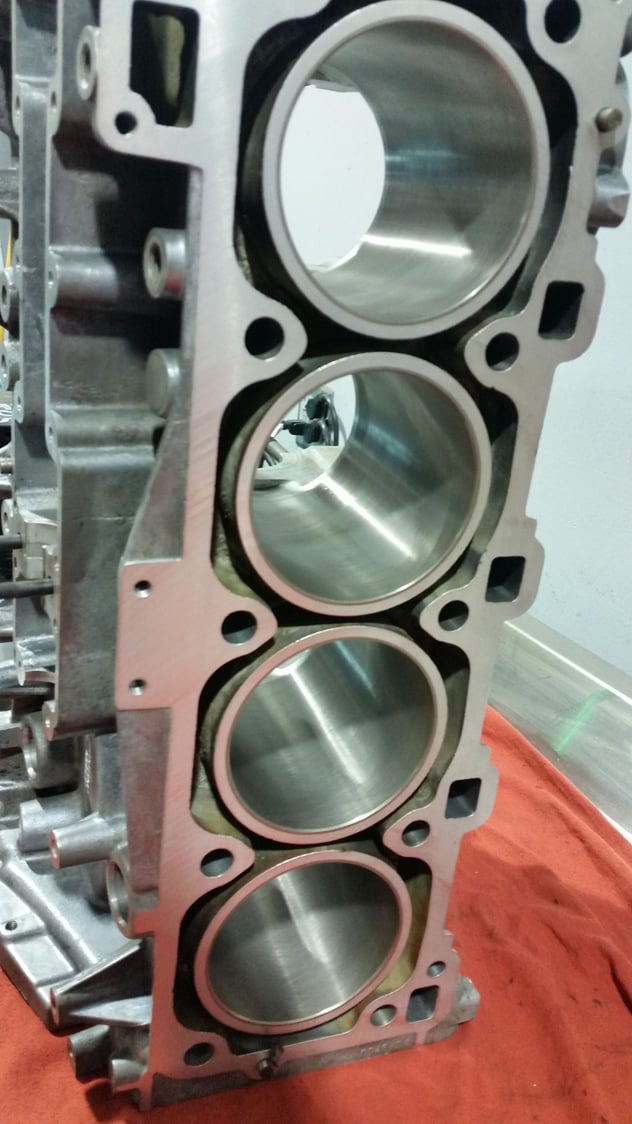
I mocked it up today and have each cylinder ar the same spec for straightness with no taper. The bottom of the block was machined where the sleeves went in to eliminate any potential for rod contact.
I ended up with 0.032 clearance below deck, resulting in less compression than Shawn's original build. I am excited to get this together.
I am planning to run megasquirt 3xpro like O'Donnell is and have a t04/ #8 57 trim 0.50 a/r hybrid turbo from speedforce and a stage 1 ported n/a head also from speedforce.
All the parts back from the machine shop.
Girdle cleaned and ready to assemble.
Recommended best Hellfire rings for turbo and nitrous application. Will be gapped per JE's recommendation for moderate turbo.
Eagle 4g63 h beam rods with pin bushed to 0.927 small block Chevrolet size.
Recommended JE pistons 148750 for blown Chevrolet 4.030 bore with approximately 8:1 compression.
Set of standard King Alecular rod bearings that were on clearance for $18. A little savings helps.
New Arp head stud set for 2.5l block.
Clutch face machined flywheel. Pardon the dirty fingerprints.
Machined block side of flywheel with about 6 pounds of material removed.
Offset ground rod journals. He was able to keep the main journals standard size with runout well within spec.
The secret weapon.
Deck clearance came out to 0.032 inch.
SFR ported N/A head with standard valves.
O-ringed head
Ported intake port.
Last edited by steven74; 12-12-2017 at 03:18 PM.
Reason: Added pictures
Finished sleeved bores.
Uploaded some more pictures. I hope to order gaskets and main bearings this week and have it together soon. Now I just have the rest of the car to do.
Thanks. It took some time but was worth the wait. I hope to get it back together soon. At my current rate, my great grandchildren will be finishing it.
Did you or the machinist ever conclude the reason for the different deck numbers? What is your calculated CR now?
After double checking everything, I remeasured and came out with 0.032 negative deck clearance. This results in 7.8:1 compression. I called the machinist and he said they only decked the block 0.010". I that case, my engine could be resurfaced another 0.020" to bring up compression but that may not be needed at this time.
Well it's time to get started again. I talked with our tool supplier at work today who owns and drives a pro mod nitrous funny car and told him what I have been thinking to make some windage ports but I can't find a very effective bit for my die grinder due to space constraints. He said he has the perfect thing on rhe truck. And you know what? He did!!!
Ball head bit for aluminum and short enough to fit in the main webbing area. It penetrated the webbing in under 5 minutes of work and was very controllable. Thanks Cornwell for the winning bit. Just awesome to get these last few things done on my block before reassembly. I will try to keep this updated more often.


 12-01-2017, 11:47 AM
12-01-2017, 11:47 AM