When you click on links to various merchants on this site and make a purchase, this can result in this site earning a commission. Affiliate programs and affiliations include, but are not limited to, the eBay Partner Network.
I'm working on an engine rebuild and would like to add to the power while staying stock between the air filter and exhaust ports. The CIS will stay as well. The engine will be getting '85 tubular exhaust manifolds into stock dual exhaust and may get headers and custom exhaust later.
Those threads show just some beautiful work with a really good scientific approach. I'd send the heads off to AU if money was no consideration but it is. What I'd like to understand are what can be done by myself or a generalist head shop to improve airflow.
Initial ideas are pretty basic:
Port-match the runners and head to the intake gaskets.
Smooth the insides of the runners.
Deepen the bowls of the intake and outlet
Polish ports
Good multi-angle (3?) valve job
Minor chamber clean-up. (?)
A real trick is to describe the port work and identify risky locations for perforating into the water passages.
What directions and guidelines should be used for the work? Any other ideas for modifying the stock parts for better volumetric efficiency?
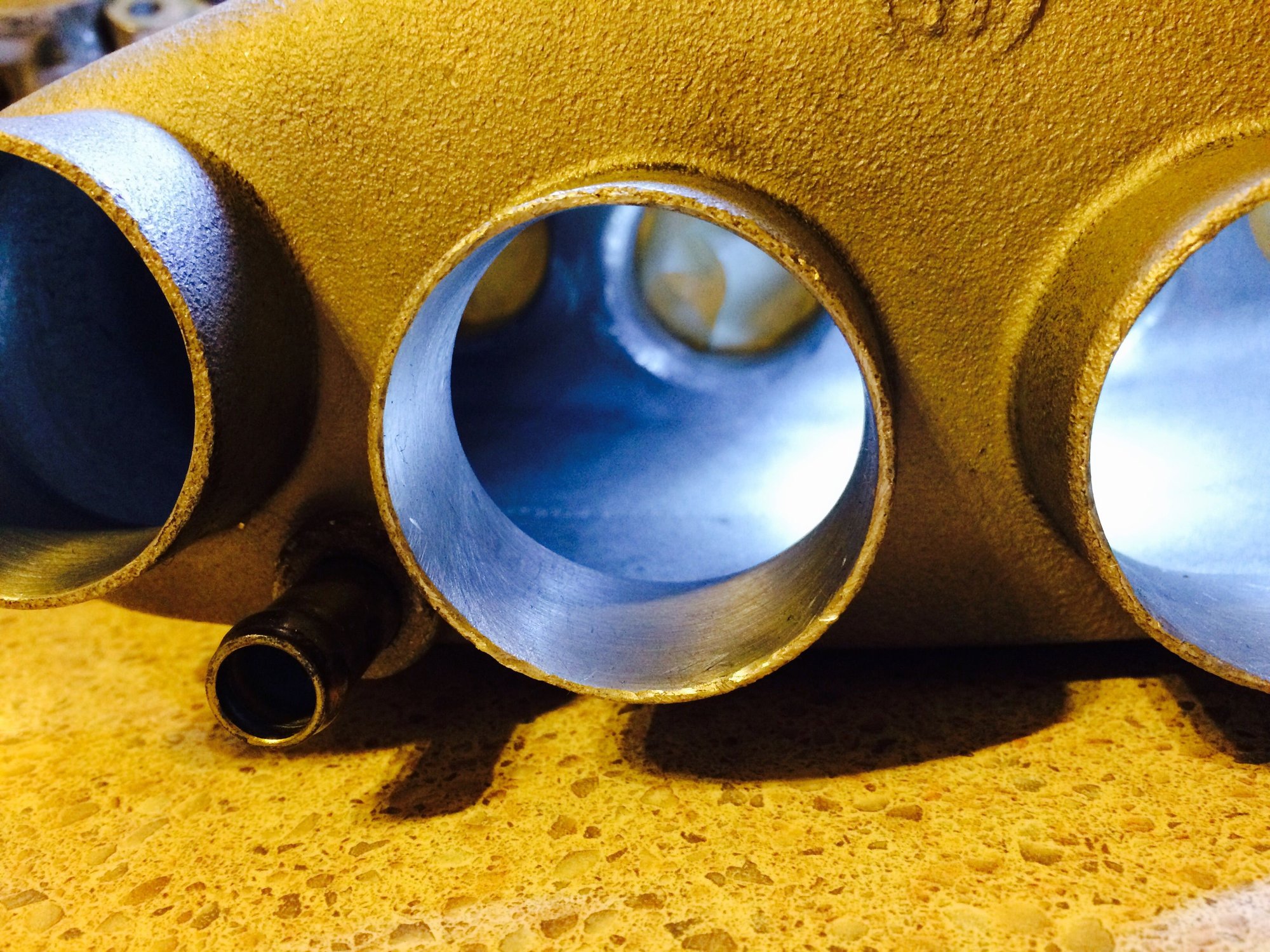
This pic shows the comparison of the custom manifold and the CIS "S" runners. The custom runners are of a bigger diameter approx 44 mm vs 40 mm for the factory. The factory runners are ported as seen in the next pic.
Ported factory runner.
There's also the ported plenum.
Some more pics of the plenum and some comparison to a stock plenum.
I draw your attention to the difference in the distance between the "bell mouths" if you can call them that?
Take a look at this thread, if you haven't already.
944 heads are pretty close to Euro 16v 928 heads in port shape and valve dimensions. Some good info in here.
He got the 944 intake ports to flow something around 250+cfm.
Take a look at this thread, if you haven't already.
944 heads are pretty close to Euro 16v 928 heads in port shape and valve dimensions. Some good info in here.
He got the 944 intake ports to flow something around 250+cfm.
I can't recommend Si Valves, I bought them and they weren't true and we discarded them. Also cutting the triple groove like the factory isn't really done here. Then you need to find different keepers and they are not to my knowledge available in 9 mm. You need to go to 11/32". That is what we did.
What page are the flow numbers on? What size valve and what lift did they get 250 cfm?
Those cleaned up nice. A bit bigger ID after the work. Did you port match to the heads?
Looks like the runners were shortened. Did you widen the plenum and get access to the interior while it was cut open?
What i did with the runners was matched them when installing to the plenum. So you do this one at a time. Yes the I.D is larger at the runner entrance and I slightly straightened the runner to. The match to the heads was pretty good.
The factory runners are stock length, these are shorter than the very bent S2 type runners which also have a necked down section near the injector boss. The plenum was not widened or cut at all.
In the below photo you can see I removed the integral cast mounting bracket for the fuel lines and welded it to the CIS runner.
[QUOTE Greg, How did you take so much material off, so accurately, on the plenum and runners? CNC?[/QUOTE]
Why do you guys think CNC is the only way to do a proper porting job? Good old handwork using a die grinder and tungsten carbide cutters has been made since the beginning of time. A skilled guy can do wonder using this kind of tools.
�ke
Is the bottom line intake modified with stock valves or is that line a totally stock head?
Round holes is not always the optimal design.
The bottom line is an all stock 1985 928S 2v intake port with stock 45mm intake valve. The stock port flow well and is hard to improve on.
The pictures show the modified version with 48mm intake valves.
�ke
It was done with the tools that Ake, has shown, albiet mine die grinder is smaller. Just go slowly at first and you won't have any trouble.
Greg, do you see I have turned off the outside diameter of the neck on the grinder to get better access in small ports?
I have been performing cylinder head porting for fifty years and on professional
bases for forty years on numerous types of engines. I can see an advantage developing a CNC program for CNC porting if you are doing a large number of exactly the same type of cylinder head. That is far from real life, I have done very many jobs that have been performed on one type of cylinder head only or on just a few of the same type. Under such circumstances hand porting is the only alternative.
�ke
Greg, do you see I have turned off the outside diameter of the neck on the grinder to get better access in small ports?
I have been performing cylinder head porting for fifty years and on professional
bases for forty years on numerous types of engines. I can see an advantage developing a CNC program for CNC porting if you are doing a large number of exactly the same type of cylinder head. That is far from real life, I have done very many jobs that have been performed on one type of cylinder head only or on just a few of the same type. Under such circumstances hand porting is the only alternative.
�ke
Your die grinder is more professional than mine, the cylinder head porter I used first had a machine somewhat like yours. He modified the the power supply with a dimmer switch so that he could vary the speed.
With the 4V head Peter said depending on the level of porting required he would develop a CNC program for it. He will certainly study the molds you made and and the flow figures. Regarding the CNC he is doing the Holden heads (cast iron) now with his programs and that has meant he is making proper money and it is easier on his body. He is also much happier as he was quite sick of grinding cast iron heads. I'm glad we didn't lose him as he was about to quit.
My machinist has developed a base plate to hold the 4 V head so that he can hold the head to remove the exhaust flange groove. I hope he can also use that plate to change the valve's inclined angle. Also I have been in touch with a DLC coater and they are happy to re-coat my used intake valves after they are cut down.

 04-17-2016, 11:40 AM
04-17-2016, 11:40 AM