

Removed my heads and this is what i found
 04-11-2012, 05:47 AM
04-11-2012, 05:47 AM
#31
Three Wheelin'
Join Date: Sep 2003
Location: SF Bay Area
Posts: 1,526
Likes: 0
Received 0 Likes
on
0 Posts
Again I am failing to see problems. I would be much more concerned with the lip at the top of the cylinder. Most engines I have seen this is mostly carbon build up and some slovant takes most of it off. If you have a significant lip then surfacing and rings might be in order.
 04-11-2012, 12:57 PM
04-11-2012, 12:57 PM
#32
Under the Lift
Lifetime Rennlist
Member
Lifetime Rennlist
Member
04-11-2012, 01:51 PM
#33
Captain Obvious
Super User
Super User
That's bad. There shouldn't be any grove. That cylinder was ingesting water for some time. Washing the oil off the wall and wearing oit the bore. This os not good. As for a refund from the wrecker.
04-11-2012, 02:14 PM
#35
I would measure that bore with gauge and check it to see how far out of spec it is. Only then can you speculate whether is serviceable or not. The vertical scores don't look that bad to me based on the pic, plus you said you can't feel them with your fingernail, so they aren't very deep.
If it is the only bore with "lip" at the top, plus the head repair seen earlier in the thread would lead to Imo's conclusion above. The bigger question is how bad is it?
If it is the only bore with "lip" at the top, plus the head repair seen earlier in the thread would lead to Imo's conclusion above. The bigger question is how bad is it?
04-11-2012, 06:37 PM
#36
Pro
Thread Starter
Join Date: May 2003
Location: Hamilton, Ontario, Canada
Posts: 700
Received 0 Likes
on
0 Posts
Unfortunately, this vendor has a bad reputation, that did not show up until after I purchased the engine. He is no longer in business but is operating under a different name. I called him on some other issues, but didn't get anywhere. I guess that is why he didn't show up in the initial search - he seems to have started up under different names before and then closed shop after the bad reputation followed.
I found this vendor, Joe from German Auto Dismantlers in NC (I believe) based on a recommendation from a well regarded Porsche service shop so I didn't think much of it at the time. The lesson is caveat emptor... Bummer:-(
I found this vendor, Joe from German Auto Dismantlers in NC (I believe) based on a recommendation from a well regarded Porsche service shop so I didn't think much of it at the time. The lesson is caveat emptor... Bummer:-(
04-11-2012, 08:27 PM
#37
Captain Obvious
Super User
Super User
That sux. Next least costly option would be to use this engine as parts to fix the one in the car. Swap out the crank and connecting rods. Keep the original pitons and heads. If you have new rings. Put them in too. That what I would do in this case.
04-12-2012, 09:55 AM
#39
Pro
Thread Starter
Join Date: May 2003
Location: Hamilton, Ontario, Canada
Posts: 700
Received 0 Likes
on
0 Posts
I will be removing the engine soon an then take off the oil pane to investigate what actual damage occured. I hope the block wasn't smashed by the broken connecting rods.
04-12-2012, 12:05 PM
#40
Captain Obvious
Super User
Super User
The con rod actually broke?!?!? That almost every time will punch a hole on the block. If no hole, most likely a spun bearing.
04-12-2012, 02:05 PM
#41
Pro
Thread Starter
Join Date: May 2003
Location: Hamilton, Ontario, Canada
Posts: 700
Received 0 Likes
on
0 Posts
Not sure yet until i take a look with the oil pan removed. I did find metal chunks in the oil when I drained it, so not looking too good so far.
04-12-2012, 02:22 PM
#42
Racer
Started out as a replacement engine for a Rod Bearing failure incident. 
i didn't have any history on the engine, so since it was on the engine stand, I decided to do a WP and TB replacement which led to the Porkensioner, which led to an intake refresh, which led to a Rod bearing replacement, which led to a head removal and cleaning of carbon, which is leading to a valve job, and head fill and resurfacing which will lead to a ...")
This will then lead to an interior re-fittment, pulling out a couple of dents and dings that occured in the two years of storage, etc.
A glutton for punishment.
i didn't have any history on the engine, so since it was on the engine stand, I decided to do a WP and TB replacement which led to the Porkensioner, which led to an intake refresh, which led to a Rod bearing replacement, which led to a head removal and cleaning of carbon, which is leading to a valve job, and head fill and resurfacing which will lead to a ...
This will then lead to an interior re-fittment, pulling out a couple of dents and dings that occured in the two years of storage, etc.
A glutton for punishment.
 04-16-2012, 06:03 PM
04-16-2012, 06:03 PM
#44
Pro
Thread Starter
Join Date: May 2003
Location: Hamilton, Ontario, Canada
Posts: 700
Received 0 Likes
on
0 Posts
That sux. Next least costly option would be to use this engine as parts to fix the one in the car. Swap out the crank and connecting rods. Keep the original pitons and heads. If you have new rings. Put them in too. That what I would do in this case.
What about honing the cylinder wall? I know that these are alusil, but does that mean that you can't hone the cyclinder wall with a standard honing tool?
04-16-2012, 06:34 PM
#45
Banned

The scratches shouldn't be a problem. The "ridge" 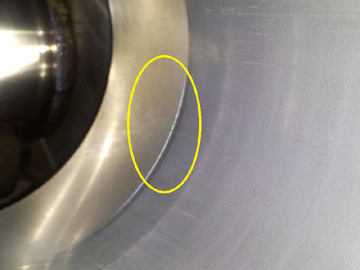 might be indication of excessive wear. You need to measure the bore (front/rear, side/side, top & bottom, etc.) for diameter, taper and "roundness". The WSM has tolerances.
might be indication of excessive wear. You need to measure the bore (front/rear, side/side, top & bottom, etc.) for diameter, taper and "roundness". The WSM has tolerances.
928 Engine, Crankshaft Drive, Pistons 13
REMACHINING CYLINDER BORES IN THE CRANKCASE TOP HALF
The crankcase top half is made of an aluminum alloy which contains minute
particles of pure silicon.
In order to give the cylinder the proper surface qualities, the cylinder
bores must be machined until the silicon particles protrude from the aluminum
so that the pistons and rings only make contact with the silicon.
If it is necessary to remachine the cylinder bores, they can be regenerated
with the SUMMEN CK - 10 / CV - 616 cylinder borer, so that oversize pistons
can be installed.
Individual cylinder bores can be remachined as required, as the oversize
pistons are of the same weight as the standard pistons.
Always check that pistons of the correct size are in stock before machining
the cylinder, and if necessary, machine the cylinder to suit the size of
piston available. Bottlenecks may arise in the delivery of individual tolerance groups.
The following operations are required:
Rough-milling to 0.1 mm less than final size.
Dressing to 0.02 mm less than final size.
Polishing to final size
Lapping with Sunnen silicone compound.
Printed in Germany - XII, 1986 Remachining Cylinder Bores 13 - 25
might be indication of excessive wear. You need to measure the bore (front/rear, side/side, top & bottom, etc.) for diameter, taper and "roundness". The WSM has tolerances.928 Engine, Crankshaft Drive, Pistons 13
REMACHINING CYLINDER BORES IN THE CRANKCASE TOP HALF
The crankcase top half is made of an aluminum alloy which contains minute
particles of pure silicon.
In order to give the cylinder the proper surface qualities, the cylinder
bores must be machined until the silicon particles protrude from the aluminum
so that the pistons and rings only make contact with the silicon.
If it is necessary to remachine the cylinder bores, they can be regenerated
with the SUMMEN CK - 10 / CV - 616 cylinder borer, so that oversize pistons
can be installed.
Individual cylinder bores can be remachined as required, as the oversize
pistons are of the same weight as the standard pistons.
Always check that pistons of the correct size are in stock before machining
the cylinder, and if necessary, machine the cylinder to suit the size of
piston available. Bottlenecks may arise in the delivery of individual tolerance groups.
The following operations are required:
Rough-milling to 0.1 mm less than final size.
Dressing to 0.02 mm less than final size.
Polishing to final size
Lapping with Sunnen silicone compound.
Printed in Germany - XII, 1986 Remachining Cylinder Bores 13 - 25
Last edited by depami; 04-16-2012 at 09:45 PM.