When you click on links to various merchants on this site and make a purchase, this can result in this site earning a commission. Affiliate programs and affiliations include, but are not limited to, the eBay Partner Network.
While we wrestle with the late model FPR here's my thinking is for pre-88 928's.
A secondary process will drill out the cup connection that leads to the fuel cooler and tap for this:
Need to make sure the FPR can be assembled after the barb fitting is in place.
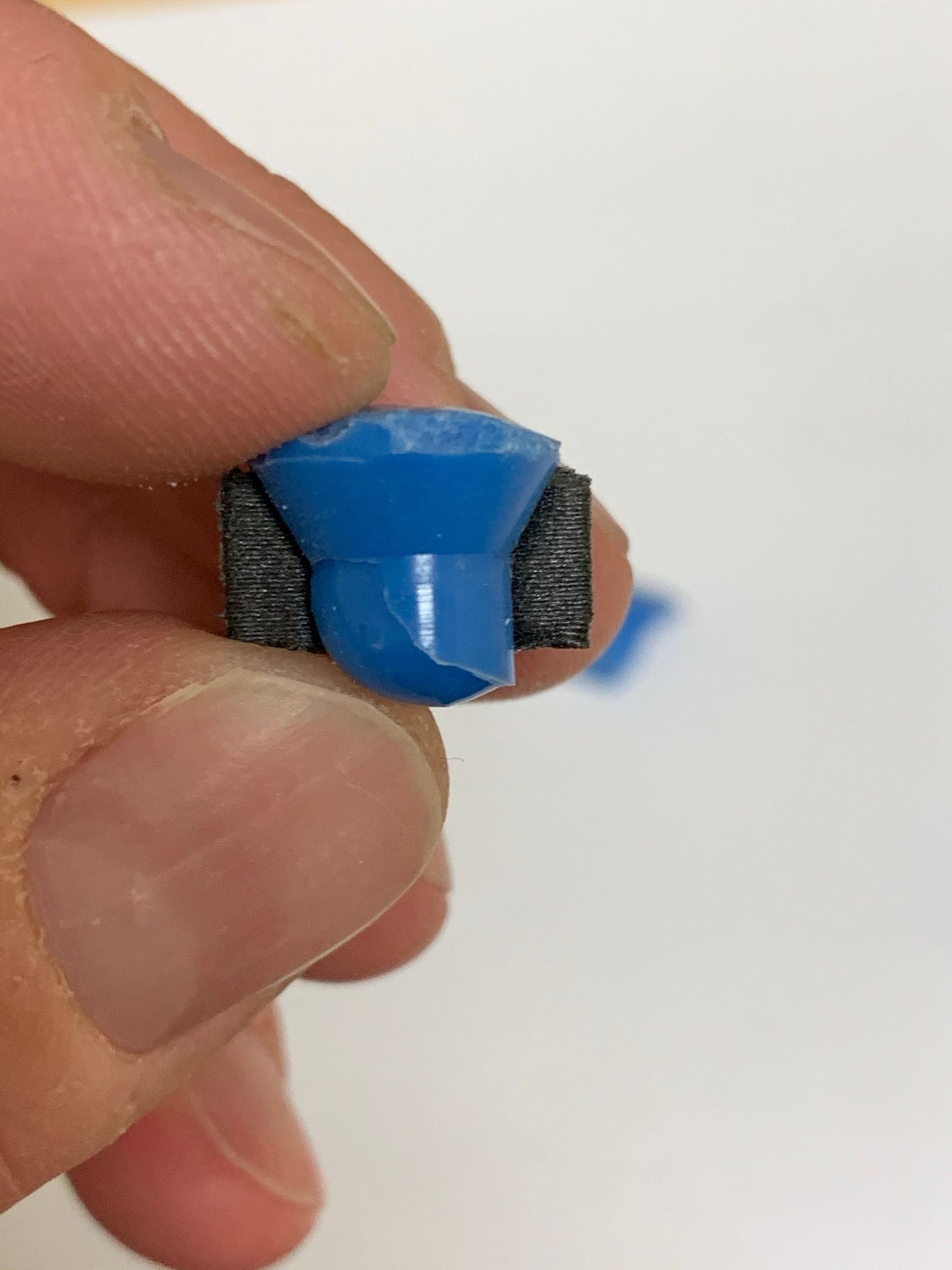
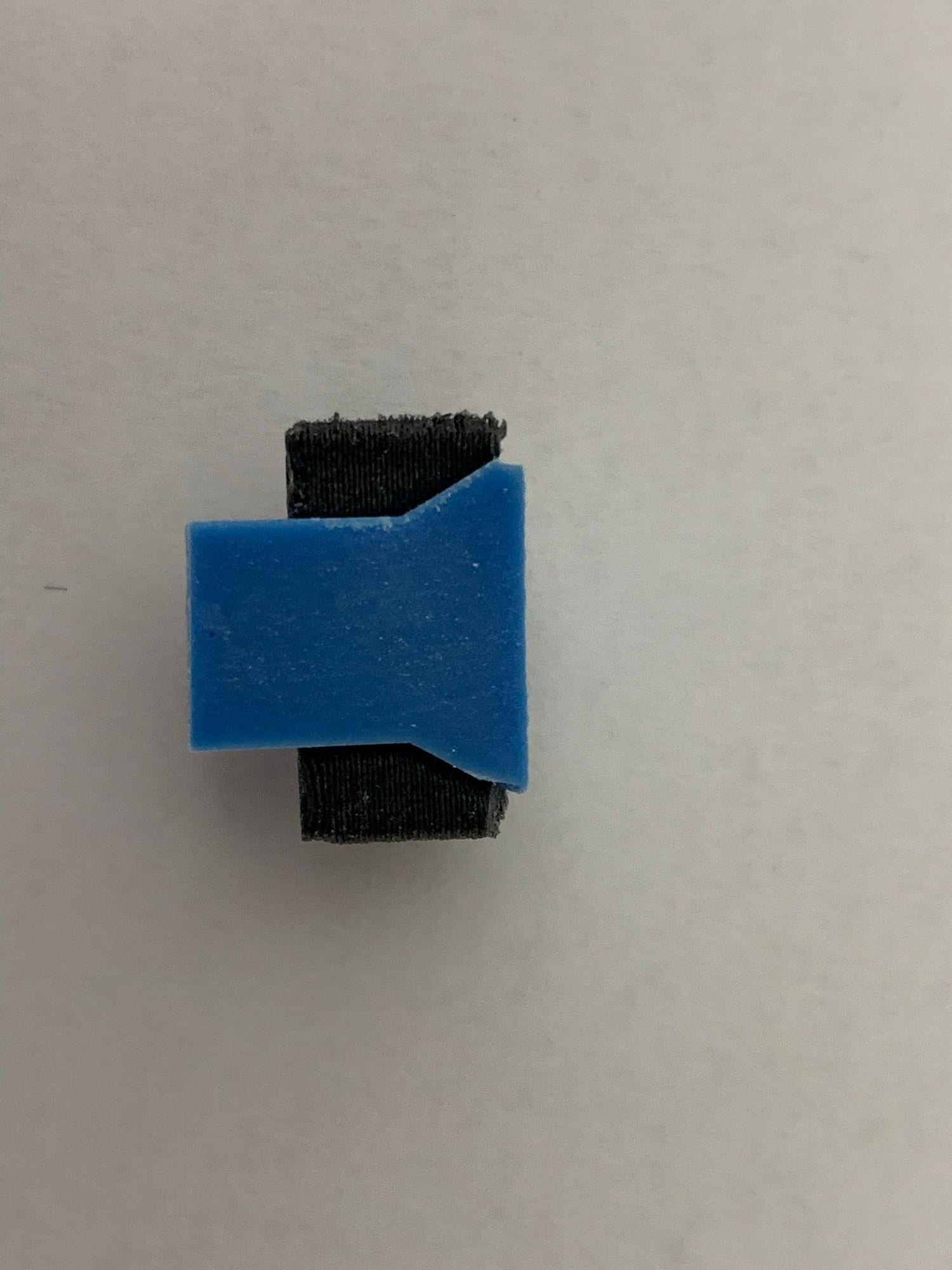
Hans' housing design is correct. We took a mold in virgin rubber of a virgin FPR (Thanks Roger) and Hans' design lines up perfectly.
For those that follow the angle of the port is 60 degrees - it is not cupped. It is my belief that over time the female side will become cupped. But, that is after we crank the connections snug.
There is an ISO for the fuel male connection end but we could not find one for the female end.
Hans believes how the CNC interpolated the 60 degrees and some movement in the fixture contributed to an uneven fitment.
We took one of the prototypes and did a plunge cut and the fuel connections sealed and are leak free. That was confirmation of Hans' theory.
Just to make it clear, this is not my product, and I do not have any financial stake in the the project. That said, I think some of the above information should be clarified. I am helping with some of the design verification and trouble shooting.
The standard for the hydraulic connection is published as DIN 3863, both for the semi-spherical male weld-on "ferule" and the conical female seat. There are actually two styles of female seat, but both are conical in nature. Bosch appears to have used male form B1 and female form U.
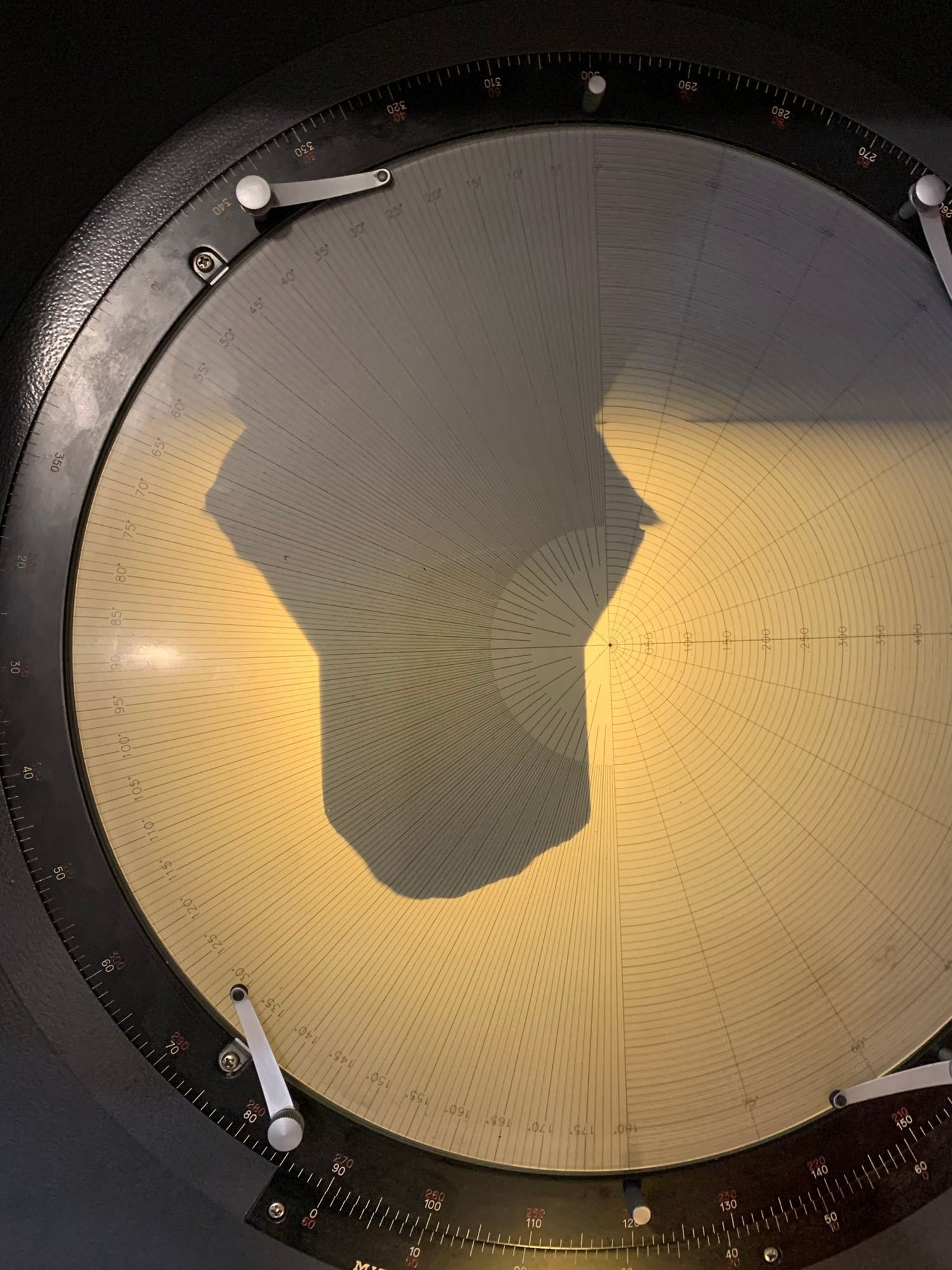
I too have felt what seams to be a spherical seat in the female port, but that must come from years of compression. To verify, I did borrow a brand new, never installed regulator and made a casting of all three virgin ports in ReproRubber. I then bisected the castings and placed them in a 60deg conical jig I printed, which was derived from the DIN spec seat. I am attaching an image of that setup. I also cast a similar plug from a used regulator, and threw it on a friends optical comparator (this is a really bad image as I did not have my phone camera aligned, but when the dials were aligned, it measures a 60deg seat). I intend on taking one of these newer castings and getting it on the comparator with a better photo to post for the annuls of Rennlist.
I have a purchased copy of the DIN standard, but the terms/licensing does not allow posting the original document. I have found a place online where a version is published, and checked it to the original, so you can use this reference until it ultimately may get removed:
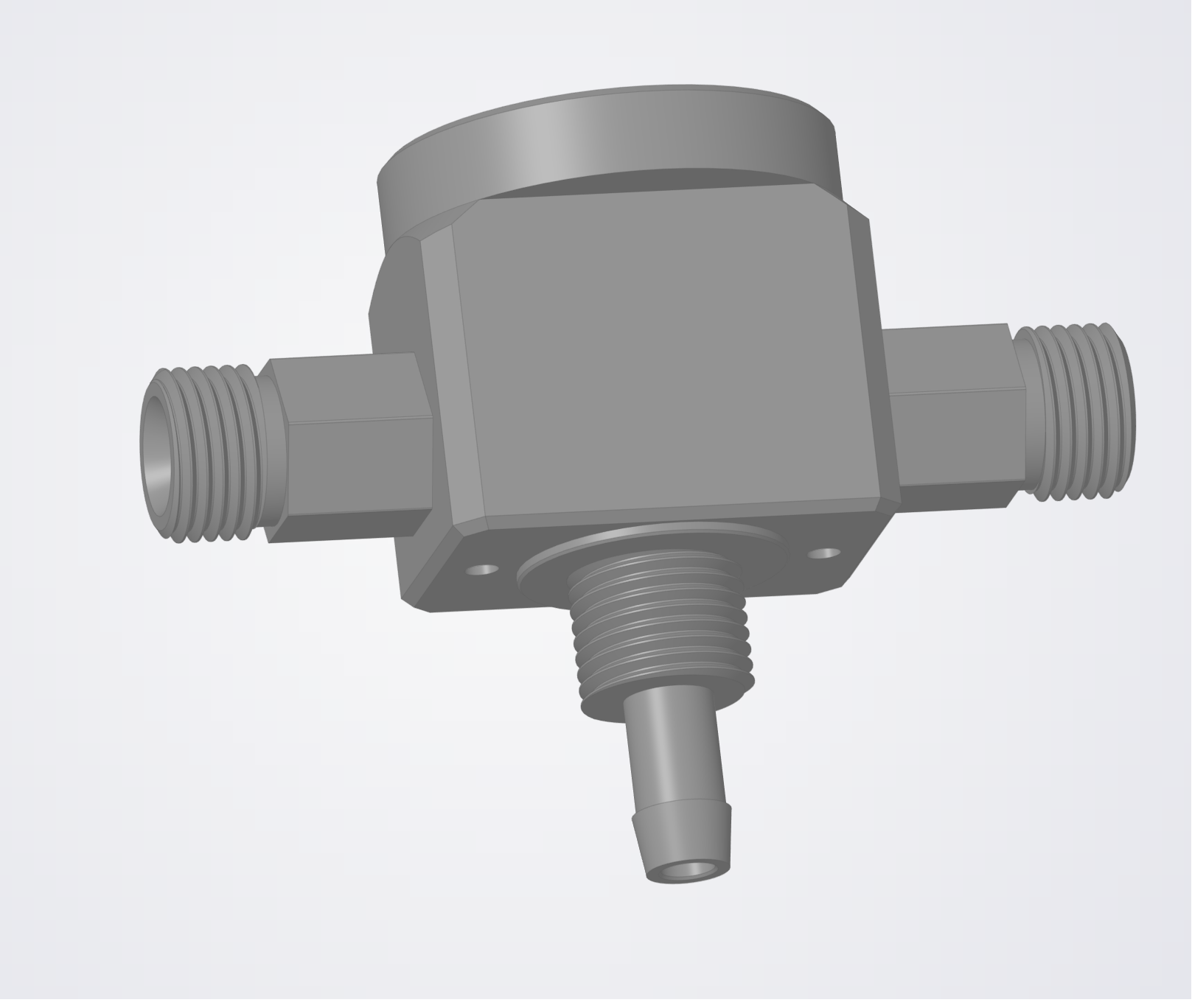
After taking a look at the housings, even though the port design in the model is correct, it appears as though the way the part is being held in the mill when the seat is being cut allows the extended port "post" to flex slightly during the operation. My advice at this point is to either do the seat cutting operation before roughing out the port "post" so there is more material there in the blank to support, or do do a post machining operation where a large 60deg cutter is passed through with a strait plunge operation after the initial interpolation machining to get a square seat down to the specified 13mm orifice of the DIN standard.
Again, I am not doing any of the testing or QC, but gladly helping with some design, troubleshooting, and manufacturing review as I have spare time. All questions should be directed to Kevin, but though that some of the more technical information that I found would be useful to the group.
Just to make it clear, this is not my product, and I do not have any financial stake in the the project. That said, I think some of the above information should be clarified. I am helping with some of the design verification and trouble shooting.
The standard for the hydraulic connection is published as DIN 3863, both for the semi-spherical male weld-on "ferule" and the conical female seat. There are actually two styles of female seat, but both are conical in nature. Bosch appears to have used male form B1 and female form U.
I too have felt what seams to be a spherical seat in the female port, but that must come from years of compression. To verify, I did borrow a brand new, never installed regulator and made a casting of all three virgin ports in ReproRubber. I then bisected the castings and placed them in a 60deg conical jig I printed, which was derived from the DIN spec seat. I am attaching an image of that setup. I also cast a similar plug from a used regulator, and threw it on a friends optical comparator (this is a really bad image as I did not have my phone camera aligned, but when the dials were aligned, it measures a 60deg seat). I intend on taking one of these newer castings and getting it on the comparator with a better photo to post for the annuls of Rennlist.
I have a purchased copy of the DIN standard, but the terms/licensing does not allow posting the original document. I have found a place online where a version is published, and checked it to the original, so you can use this reference until it ultimately may get removed:
After taking a look at the housings, even though the port design in the model is correct, it appears as though the way the part is being held in the mill when the seat is being cut allows the extended port "post" to flex slightly during the operation. My advice at this point is to either do the seat cutting operation before roughing out the port "post" so there is more material there in the blank to support, or do do a post machining operation where a large 60deg cutter is passed through with a strait plunge operation after the initial interpolation machining to get a square seat down to the specified 13mm orifice of the DIN standard.
Again, I am not doing any of the testing or QC, but gladly helping with some design, troubleshooting, and manufacturing review as I have spare time. All questions should be directed to Kevin, but though that some of the more technical information that I found would be useful to the group.
Good info.
When I started making my custom adapters to AN out of aluminum, I had issues with them seeping. To solve that, we came up with a corresponding "reverse" ball shape, to fit the ball shape of the fittings Porsche used.
This cured all of the seepage issues.
Hans, I think that if you were to continue looking at this....and you were to put one of the ball socket ends onto your 70 degree angle and blow it up, you would find that the potential "contact" patch is very narrow.
However, because the fittings were made from steel, the factory "cranked down" on these fittings to ensure that they did not seep. (Anyone that has had to loosen the factory steel pieces knows this....they are crazy tight!
While this obviously works fine, with brand new steel pieces, it was a very high failure area, for me, when making aluminum fittings to fit onto the used, distorted from tightening, steel pieces.
All of my fittings (and other fuel pieces) which attach to factory ball socket parts all come with my custom "reverse" ball socket design....been doing that for almost 15 years.
The "contact patch", where the two fittings touch other is very wide. I didn't need a DIN specification to figure that out...I just did it!
Just like you, Hans, I'm always looking for a way to improve things....not just accepting the status quo.
That being said, I appreciate that each of us has to do whatever works for ourselves.
If you can get "distorted steel" to reliably seal against aluminum....more power to you! You have done what I could not reliably do.
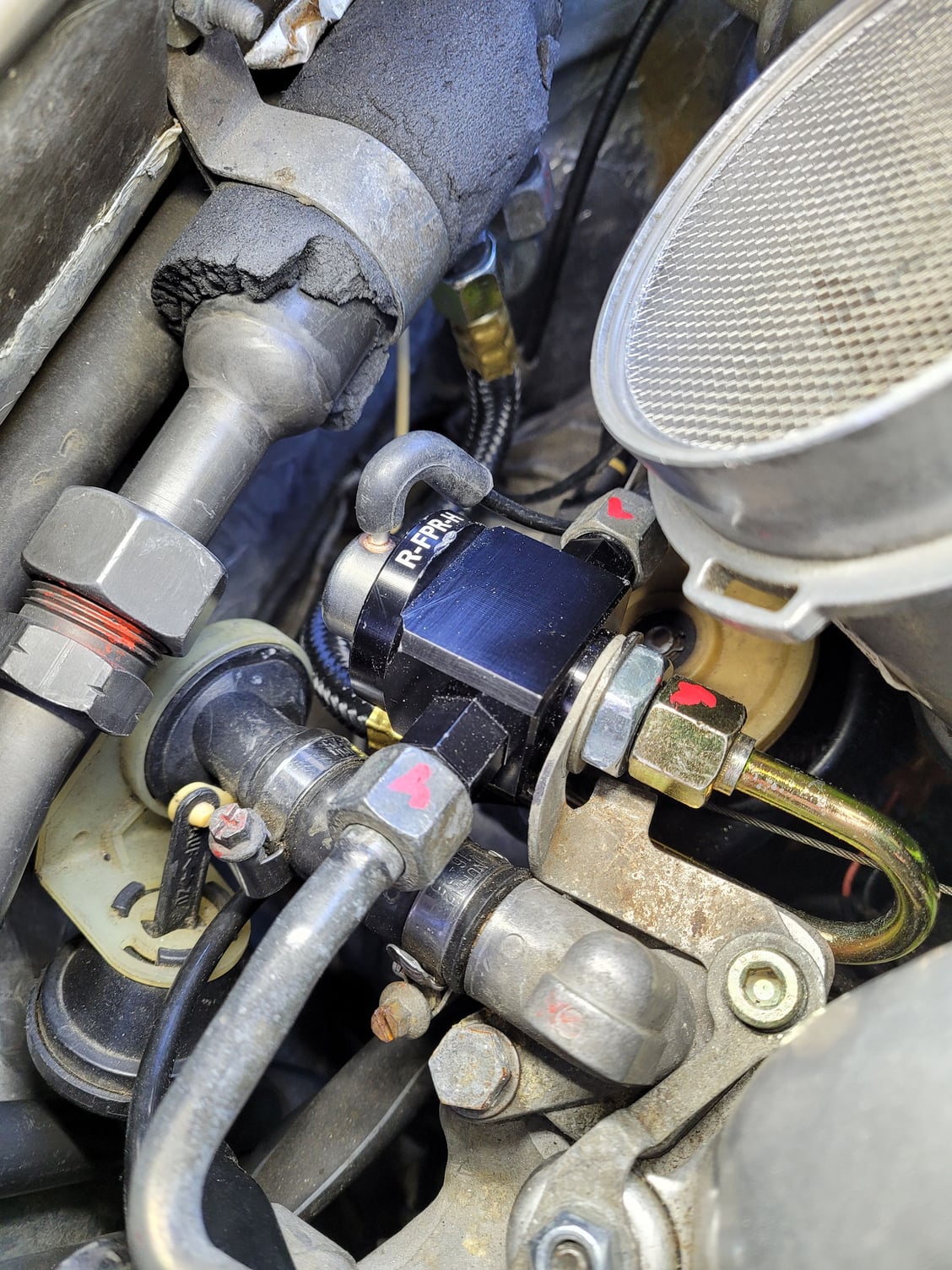
Been running my 91S4 for a week now. I am very happy with it. Starts on command. Hot and cold starts are no problem. Weren't before.
Anecdotal finding. Based on my ***-o-meter. The overall performance is better. Pedal response is better and cruise at speed is better. 40 - 60 and 60-100 is better.
Again with the caveat that this is just how it feels.
As Ed Ruiz would say, YMMV.
I look forward to hooking up a pressure transducer on the fuel test port to my SharkTuner and do some datalogging. I need to do that to tune the fuel pressure damper anyway.
Last edited by Kevin in Atlanta; 12-31-2020 at 02:51 PM.
1. El problema del sellado se ha resuelto. Los �ltimos sellos prototipo cuando se aprietan como lo har�a con el regulador de presi�n de combustible de Bosch.
Para los primeros 87 coches S4 utilizamos el FPR como se indica a continuaci�n con la manguera de combustible temprana.M�s adelante S4 utiliza un FPR diferente.
__________________
Does it have the "Do It Yourself" manual transmission, or the superior "Fully Equipped by Porsche" Automatic Transmission? George Layton March 2014
928 Owners are ".....a secret sect of quietly assured Porsche pragmatists who in near anonymity appreciate the prodigious, easy going prowess of the 928."
Para los primeros 87 coches S4 utilizamos el FPR como se indica a continuaci�n con la manguera de combustible temprana.M�s adelante S4 utiliza un FPR diferente.

 10-23-2020, 08:44 PM
10-23-2020, 08:44 PM














 George Layton March 2014
George Layton March 2014