When you click on links to various merchants on this site and make a purchase, this can result in this site earning a commission. Affiliate programs and affiliations include, but are not limited to, the eBay Partner Network.
BBS LM: Reverse Mounting – Facts, Assumptions and Poll (Lots of pics)
Disclaimer: I am not responsible for any liability if you choose to reverse mount your wheels. This thread is simply posting my experience and findings. Proceed at your own risk!
Background:
BBS LM’s are a two-piece wheel that has been around for years due to its timeless and classic design. FYI, I have owned over 5+ sets on various cars in my life (E30 M3, E46 M3, S2000, 996TT) and currently have a set on my 997TT and 993 C2S so I clearly love these wheels 😊. As mentioned, the LM’s are comprised of two pieces, 1) the face of the wheel and 2) the barrel.
Terminology & Measurements: Forgive me if these are not the “technical” terms.
FYI: All measurements provided are taken off a new LM 277 (18”x11” + 56)
Face: The center-piece of the wheel.
Barrel: The outer piece of the wheel (where the tire gets mounted to).
Register of the Barrel – Part of the barrel where the face is bolted to (~7mm thick)
Register of the Face (Front and Back) – Part of the face where it bolts to the barrel (~9mm thick)
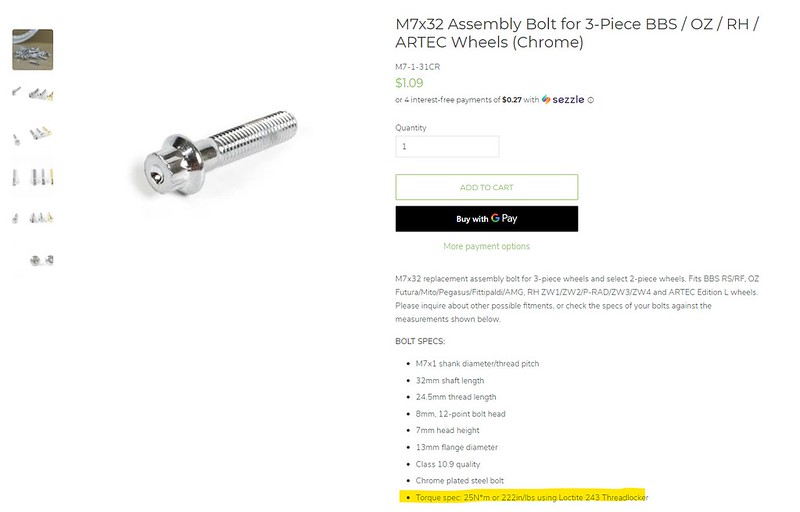
Bolts: Class 10.9 bolt (20 ea. per wheel)
Thickness of the Register on the Face (~9MM)
Thickness of the Register on the Barrel is (~7MM)
What is reverse mounting?:
Currently, the face is bolted “on top” of the Register of the Barrel. Reverse mounting is simply separating the Face from the Barrel and bolting it behind the Register of the Barrel.
People do this b/c 1) it exposes more lip on the barrel and 2) decreases the offset by ~16MM, which will “push” the wheel out more.
Here is a reverse-mounted (left) and front-mounted (right) BBS LM 277. Notice the wheel on the left has a deeper lip
Also, it is popular for folks at this time to polish the lip of the Barrel b/c 1) polished lips are cool and 2) there are imperfections on the now-exposed Register of the Barrel that can be bothersome. Some people also re-paint the Face or have it brushed (which looks awesome!)
Here are pics of the now-exposed Register of the barrel when you reverse mount. Note the blemishes as well as a slightly different finish.
Here’s a pic of both the polished lip and the brushed face (courtesy of Renewed Finishes)
Tools needed:
The tools needed are
8mm 12-point deep socket
10mm 12-point deep socket
Loctite – Blue
Torque Wrench – preferably digital IMO
Once you unbolt the wheels are ready to reverse mount the wheels, this is the re-bolt pattern I used. This pattern is to evenly distribute the torque which will help balance the wheels.
Assumption: BBS does not disclose how much torque is used for the bolts but based on my research, I’ve heard people use as low as 15 ft/lb to as high as 25 ft/lb. I used 19 ft/lb based on what I saw other Rennlist folks used as well as what I found on blackforestindustries for this type of class 10.9 bolt. Make sure to put Loctite Blue on each bolt!
Once you reverse-mount, if you re-use your BBS bolts, it will sit a few MM shorter than it being front-mounted
Machining Needed?:
I talked to a few fellow Rennlisters (credit to DanH, @TriniTT & @L39E ) and some of them said the front of the Face Register needs to be machined flat and the back of Face Register needs to be beveled for the bolts to properly reverse-mount the face. I reached out to two very reputable shops in California that rebuilds wheels regularly that confirms this. Credit goes to @TriniTT for helping me understand the machining work involved and for providing these pics. These are his LM’s that show both the machine and beveling work.
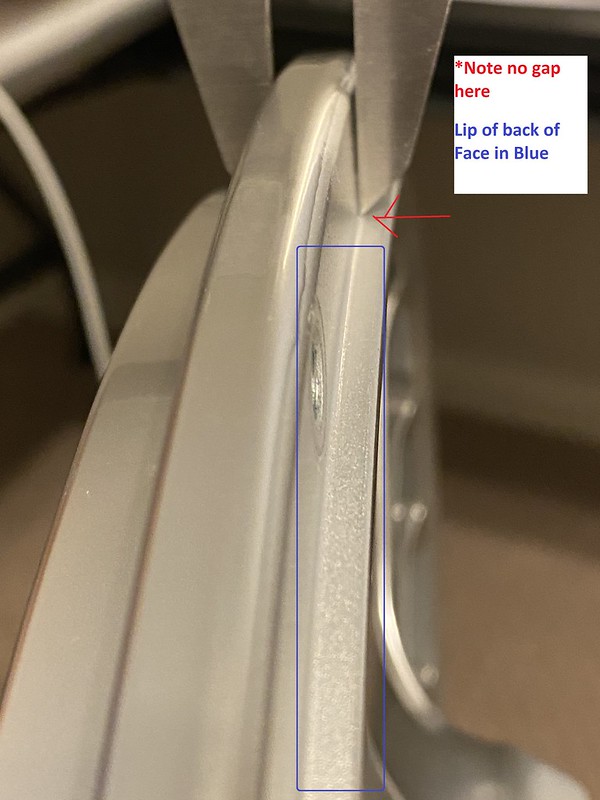
Based on my research and discussions, the reason for that the machining and beveling is needed because 1) the original register of the face is tapered so it will not sit and seal properly on the Face of the Barrel and 2) the machining will help create a new "lip" that will center the Face to the Barrel. In the pictures below, I put a caliper on the front and back lip of the Face. As you can see, the caliper is touching the lip on the back but there's a couple of mm play on the front. This back lip sits very snug with the register of the barrel so when you reverse mount onto the front lip, the front lip is no longer snug and has some play.
Here's the final product of a flattened face with a slight lip created to fit the front of the face snug on the Register of the Barrel
One interesting point was one of the shops that confirmed the need for the machining actually said they don’t recommend it because “the register of the face is thin already.”
My personal “findings” is the majority of the face register of the Front "appears" flat where the bolts are but it does taper at the end. To me it would be sufficient but I’ve been told that the true contact surface is misleading to the eye and is actually pretty minimal. I don’t know if all BBS LM’s have the same face register design (maybe some are more tapered than others?) but the fact that two legitimate shops have told me they need to be machined implies that there is a valid reason to do this.
Personally for me, based on 1) what I see personally on my wheels and 2) from people that I know that just reverse-mounted, it appears I’ll be ok… which is where the poll comes in.
Update: I took my wheels to get road-force balanced and the machine was indicating one of the wheels that I reverse-mounted could not be balanced. The shop showed me and I can clearly see where I did not mount the face dead-center. I ended up going back to "stock" and front-mounted the wheels as I wanted the peace of mind.
Poll
If you have reverse-mounted your LMs, please take the poll.
Hope this thread is useful and provided more clarity to anyone that may be considering reverse-mounting their LMs!
Another good thread on this topic is Nurburger’s here
Great write-up, thanks for posting this. I did mine about 5+ years ago and did neither. Haven't had any issues since then and have put the wheels through some stressful situations. I don't dispute what you and the reputable shops are recommending but maybe it's a case of a bit of over engineering? Not sure.
Here are videos that show how much "play" on the face there is between front-mounting and reverse-mounting. This is obviously before I put any bolts in
Great thread, Edwin. Mine were just flipped as you know, but I may consider doing the machining. My car with the LMs is in the shop for a while and the wheels are off the car, so it is timely. Thanks
Hi Edwin,
I would think the greatest risk is if the fasteners are not pulled into their elastic range or something moves or flex such as the reverse facia that has not been machined flat for perfect mating. Any situation that cycles the clamping load of the fasteners below or above their elastic range once installed will leave them open to fatigue failure. Wheels experience heat and flexing so getting the fastener joints to be reliable I suspect involves a good bit of engineering.
Also, the idea that some sort of thread locker will improve reliability is of some concern to me as it only comes into play if the fasteners are no longer in their proper clamping range and the thread locker will not forestall the resultant fatigue failure from this.
I have seen catastrophic failures of radially placed bolts holding together pulley haves in a cable car application it was a serious matter folks got injured. If I was to do as you describe above I would first have the mating spoke section machined flat and test some of the fasteners with the matching nut including the same level of thread engagement in a Whihelm Skidmore bolt tensioning tester using a high accuracy torque wrench such as those available from Snap-On, not one that is typically used by a mechanic to determine the ideal torque value.
Especially since the fasteners are of a high strength variety versus low strength and therefore have a much smaller elastic range and therefore a higher propensity to fail if clamp loads are disturbed.
With a little testing, one would be able to determine the exact installation torque value that should be used to maximize the integrity of the fastener. Then I would use a high accuracy torque wrench to actually install the fasteners on the rim.
If one is not prepared to do the above I would get the wheel manufacturers engineering department on the phone who knows the proper values and more importantly know the margin of safety that is involved in machining things flat and the clamping the parts together.
The best bet might be to send the parts to the manufacturer and let them do the work for you.
Be careful, be safe,
Andy
Great thread, Edwin. Mine were just flipped as you know, but I may consider doing the machining. My car with the LMs is in the shop for a while and the wheels are off the car, so it is timely. Thanks
we’re in the same boat. My only concern is that the shop that offers the machining don’t even recommend it themselves. Almost like a lose-lose here 🙁. If you want the name of the shop that quoted me, let me know and I’ll forward it to you.
Originally Posted by pp000830
Hi Edwin,
I would think the greatest risk is if the fasteners are not pulled into their elastic range or something moves or flex such as the reverse facia that has not been machined flat for perfect mating. Any situation that cycles the clamping load of the fasteners below or above their elastic range once installed will leave them open to fatigue failure. Wheels experience heat and flexing so getting the fastener joints to be reliable I suspect involves a good bit of engineering.
Also, the idea that some sort of thread locker will improve reliability is of some concern to me as it only comes into play if the fasteners are no longer in their proper clamping range and the thread locker will not forestall the resultant fatigue failure from this.
I have seen catastrophic failures of radially placed bolts holding together pulley haves in a cable car application it was a serious matter folks got injured. If I was to do as you describe above I would first have the mating spoke section machined flat and test some of the fasteners with the matching nut including the same level of thread engagement in a Whihelm Skidmore bolt tensioning tester using a high accuracy torque wrench such as those available from Snap-On, not one that is typically used by a mechanic to determine the ideal torque value.
Especially since the fasteners are of a high strength variety versus low strength and therefore have a much smaller elastic range and therefore a higher propensity to fail if clamp loads are disturbed.
With a little testing, one would be able to determine the exact installation torque value that should be used to maximize the integrity of the fastener. Then I would use a high accuracy torque wrench to actually install the fasteners on the rim.
If one is not prepared to do the above I would get the wheel manufacturers engineering department on the phone who knows the proper values and more importantly know the margin of safety that is involved in machining things flat and the clamping the parts together.
The best bet might be to send the parts to the manufacturer and let them do the work for you.
Be careful, be safe,
Andy
Andy
Always appreciate your technical input. I’m not technical by any means so what would your assessment be to the folks that did no machining and just reversed it? Something bad waiting to happen? Or prob going to be okay? Or simply, I would just go back to the way it was from BBS?
What would your assessment be to the folks that did no machining and just reversed it? Something bad waiting to happen?
Edwin
Very Bad --
Fasteners involving a nut and a bolt need perfectly parallel surfaces that don't flex otherwise there are lateral forces that distort the faster considerably lowering its strength. Clamping two parts made of soft metal together with what amounts to a sideways canted wedge between them is a train wreck in the making. Also, it can introduce a situation where the faster is loaded against the side of the hole it passes through introducing a rubbing nick on the shank of the fastener that becomes a propagation point for the fastener to fail (crack in half).
Also, A machined round radius on the parts to be clamped under the head of the bolt is required so the clamped item doesn't cut the small filet radius under the head that is part of the bolt creating a propagation point for its head to simply pop off under relatively low loads.
The mode of failure is a lot like when a phone book is torn in half whereupon close examination just one page is ripped at a time so it takes very little force to rip a two-inch-thick book in half. One fastener fails and the very quickly in sequence each fastener fails in a circular sequence and its over.
I worked for a fastener house for many years and one of the lab demonstrations was where a pin is used to put a tiny scratch in the fillet radius under the head of a large diameter cap screw and the with very little effort the head of the screw could be torqued off its shank. Was a good demo of how easily the strength of a fastener could be compromised by careless handling or faulty installation.
Also the higher the grade of a fastener the narrower the range of torque it needs to be installed in and not fail. This is one of the reasons in construction, for reliability, where fasteners are installed in somewhat uncontrolled conditions lots of lower grade fasteners are applied. The lower grade (softer) fasteners can have a much broader range of torque applied and will still make for a successful joint.
I test-reverse mounted some, but ended up returning them to the original position. I was worried about liability and the chance of failure, since BBS doesn't recommend it and I wasn't happy about some of the issues you raised. There are also rules (where I live) in relation to offset/track width as well as insurance concerns.
Anyway, best of luck on how to do it properly. I think they look better and I appreciate the extra lip and offset.
Just an update. Went to get the wheels mounted and road-force balanced. One of the wheels would not balance and I could tell that I did not center the face exactly when the wheel was spinning on the machine. I decided to put it back to normal (front mount) and run spacers. I don’t want to have to worry about anything and rather have peace of mind. Happy motoring all!
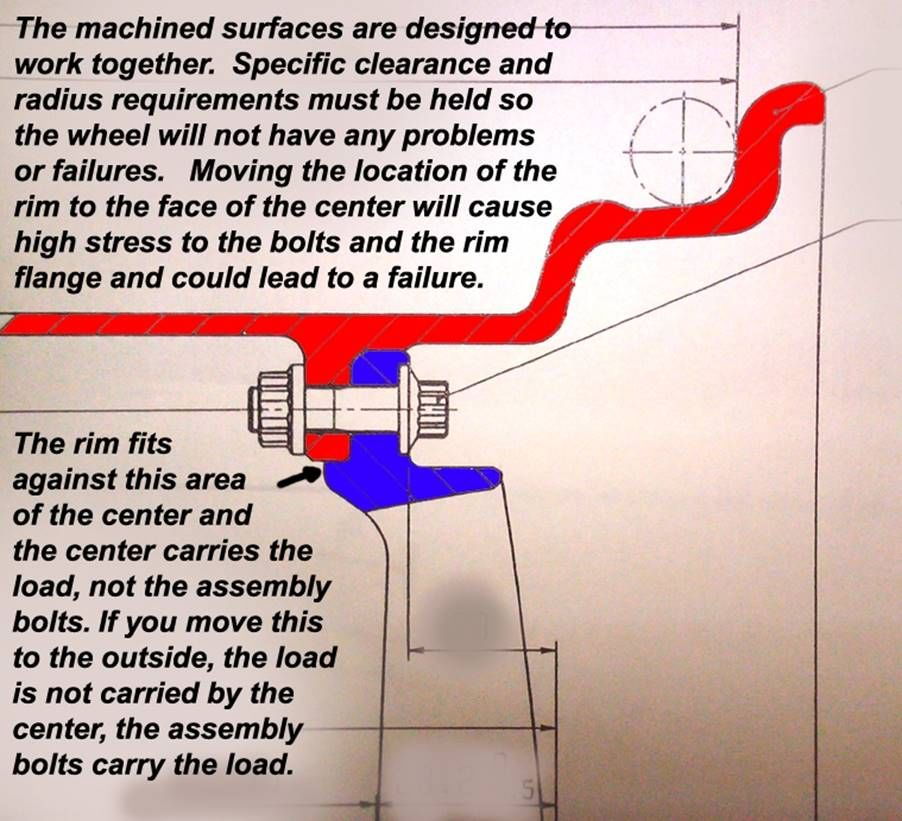
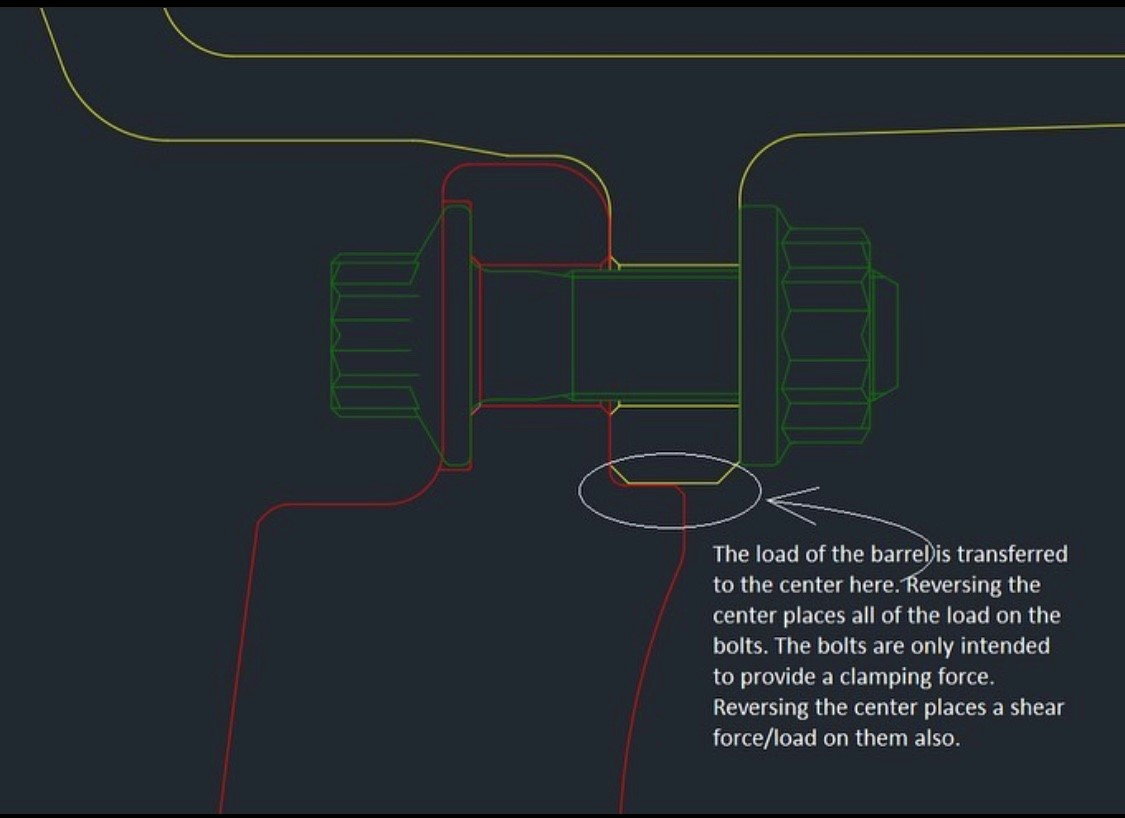
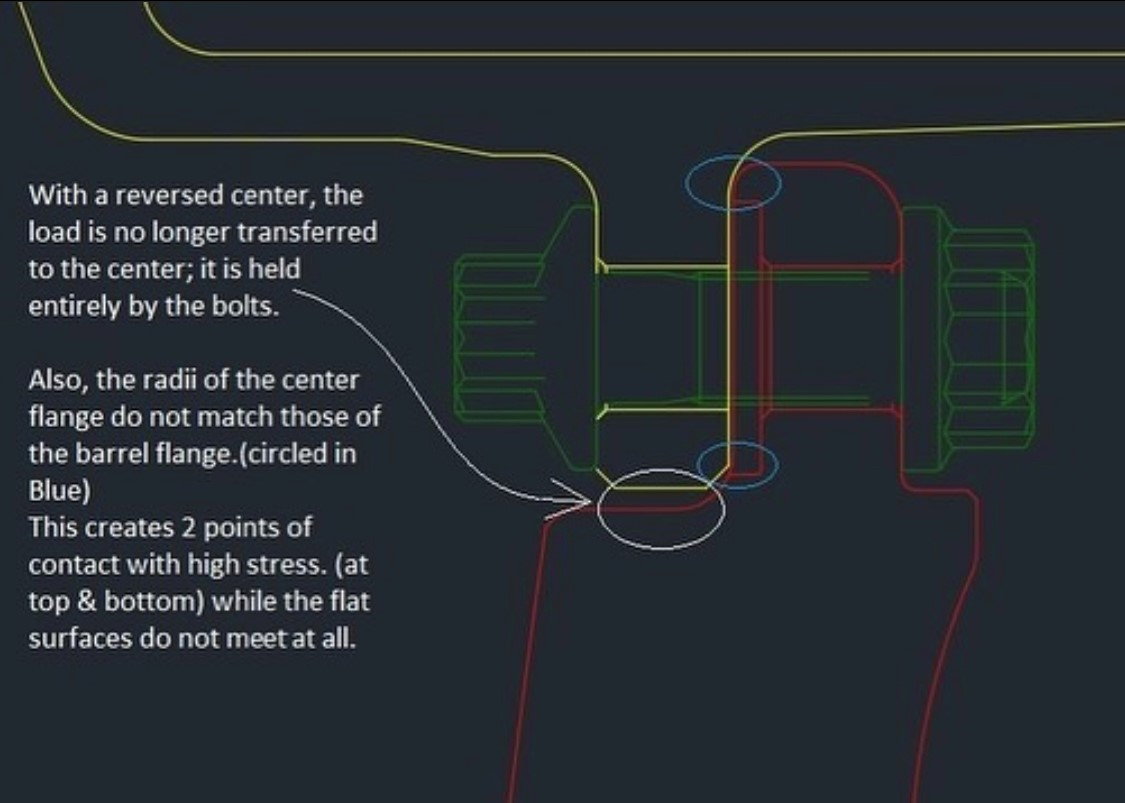
don't want to be the "clever guy", but here's an interesting technical drawing about the LM wheel with an explanation, why the reverse mount is a bad idea.
World's Largest Retailer/Distributor of BBS Motorsport & Street Wheels from 2015-2023
Huge Inventory: BBS, Kline, Brembo, Soul, Recaro, KW, Akrapovic & 200+ brands. Installation available ** Retail & Wholesale ** Global Delivery ** We match/beat any authorized dealer's price **
Just wanted to close this chapter and update this thread with pics of my LM's mounted on my 993. I decided to not reverse mount due to my safety concerns. FYI, the rear is running a 25mm spacer and fronts has 7mm spacer in these pics.













 08-26-2020, 03:40 PM
08-26-2020, 03:40 PM