When you click on links to various merchants on this site and make a purchase, this can result in this site earning a commission. Affiliate programs and affiliations include, but are not limited to, the eBay Partner Network.
Those casting repairs are among the best I have ever seen. Very good job! I suppose the final telling will be after the engine runs for a while as to whether that part of the cylinder wall will behave any differently than the rest. If I understand correctly, you only added fill rod to the outside of the cylinder wall, so I expect there is enough of the original material left to control the rate of expansion correctly. If that is correct, I expect you will have no problem with this repair.
Your presumptions are correct, I�ll fire up my old phone and see if the photos of the original condition/state of the block are available.
When the TBF breaks out a chunk of the casting entirely, you cant miss it. But, seeing a crack before that happens can be a bit more difficult (baring access to dye penetrant and other methods the common 928er probably does not have).
These pics show TBF cracks in the block and how hard they can be to see. Same crack shown with the block laying on the floor, and again under block stress where the crack is wider and much easier to see.
Can you see the crack? How about now? There it is!
Forgive my ignorance, is the crack permanently weldable? Or is the block scrap?
I searched the old phone and didn’t find any photos unfortunately. Basically the liner was about half eaten away at it’s worst points. With regards to your cracked block with the liners, how much interference was used on that block that you know? The standard for liners of that size is 0.003” in a T356 type casting but ours expands quite a bit less. I used 0.0015” and the orange loctite normally used to seal the block halves. I also reinforced the lower part of the block with a molecular bond epoxy. I had some concerns about this potential issue hence the above outlined approach. Time will tell.
Forgive my ignorance, is the crack permanently weldable? Or is the block scrap?
To me, that block is scrap. That is a very thick area and would require quite a lot of pre-grinding and then layers of weld atop weld to sew it up. This will warp the casting, requiring the block be line bored again and probably decked on both sides as well. Given the availability of 928 blocks, I'd just get another 928 block to build on instead (which is in fact, what we did).
At some point, no block is scrap. If this were a museum piece restoration of the only known 1916 Bugatti Gran Prix engine in the world, and you have Jay Leno money... anything is possible
I searched the old phone and didn�t find any photos unfortunately. Basically the liner was about half eaten away at it�s worst points. With regards to your cracked block with the liners, how much interference was used on that block that you know? The standard for liners of that size is 0.003� in a T356 type casting but ours expands quite a bit less. I used 0.0015� and the orange loctite normally used to seal the block halves. I also reinforced the lower part of the block with a molecular bond epoxy. I had some concerns about this potential issue hence the above outlined approach. Time will tell.
Your reasoning is sound. I might have gone with a different fixative, like Loctite 640, but like you said, Time Will Tell. There is always more than one right way.
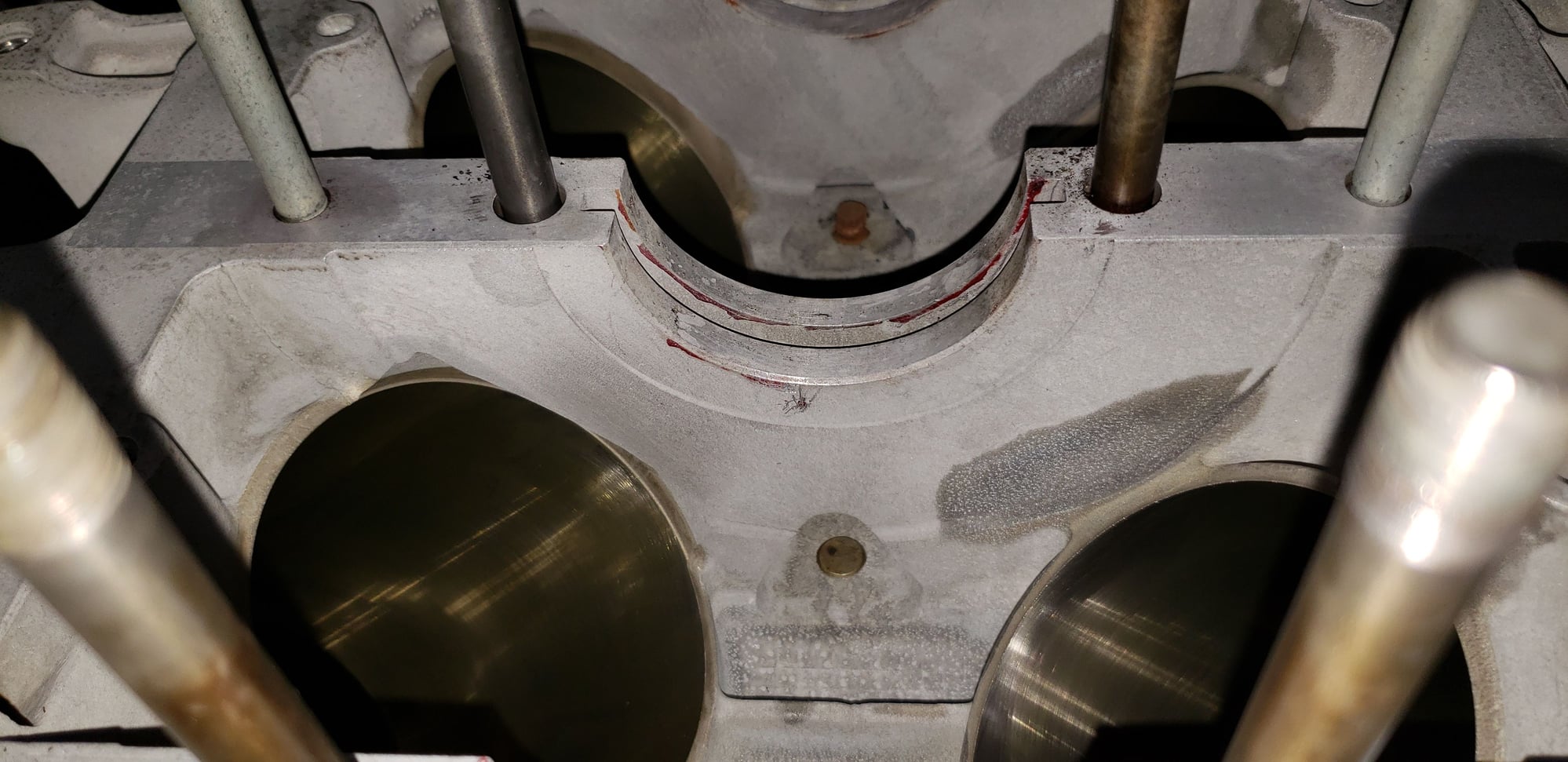
From TBF this engine block has been welded at the first main bearing. Material also had to be added at the third main bearing both at the block and at the girdle in order to be able to machine for a proper thrust
bearing fit (the bearing had spun). Further machining is resurfacing of the underside of the block and on both sides of the girdle. I had to make a special tool in order to in-line bore the mains.
�ke
That�s a very nice job, do you know what gas they used?my guess is it had quite a lot of helium in it.
Greg, no I do not know what kind of gas. I have a local guy who is a very good aluminum welder, he is doing it all day long. I told him it was a high silicon content alloy. The block was preheated using a large oven before welding. I have done all the machining myself. Had to make a special tool for the in-line boring. The block is a factory exchange engine having Alusil sleeves installed at all eight cylinders.
�ke
It looks a difficult job no doubt. If he is basically a dedicated aluminium welder he will be using a argon helium mix, we call it alumashield. The mix varies from 25 to 75% helium depending on the version. I bought a mixing system so that I could vary the mix from 0 to 100% as helium is very expensive. No point using the alumashield/helium on steel parts for example.

 12-26-2018, 03:02 PM
12-26-2018, 03:02 PM