When you click on links to various merchants on this site and make a purchase, this can result in this site earning a commission. Affiliate programs and affiliations include, but are not limited to, the eBay Partner Network.
I would remove from car, drain, turn upside down, clean with NON CHLORINATED brake clean, heat it with a torch, clean again, then weld with TIG.
Absolutely, and here's why: ordinary brake cleaner + intense UV from a welding arc = phosgene. Either it must all be gone (a little phosgene goes a long way) or use brake cleaner that is labeled non-chlorinated as Colin noted..
I would do one of two things. One is to drain the oil and clean, as already suggested, then grind around the area to be patched and open up the crack a bit with your Dremel, then patch it with some Aluminum F2 by Devcon, which is an epoxy based material with aluminum in it.
Or I would do the draining, cleaning and grinding as suggested, then obtain some low temp aluminum solder-like material and solder it closed. You might find the low temp aluminum solder stock at your farm and ranch store, which is where I found some a long time ago. You can solder with this stuff with a propane or mapp gas torch.
I think I prefer the second approach, depending on the crack or hole you are dealing with.
Great info, can you recommend some good patching products that you have used or seen used?
I've used Devcon products for crack repair with good results. The technology is constantly improving, so what I used a dozen years ago is ancient history at this point. Manufacturers have plenty to literature and application information available to help with both the material selection and the prep and application techniques. A little research will get you what you need.
This is all great info everyone, I am feeling much more comfortable with fixing it using a patch, or welding, or solder. I am researching local welding shops here in Portland area as my first option.
I have some excellent recommendations on patch products as well. I think like the ones that can be thinned and brushed in for better penetration and use multiple coats.
Sounds like proper cleaning and prep is key to either route. Removing that old patch to evaluate the crack/hole. Flushing the case with proper solvent and heat cycling the area sound like good techniques. If it's a crack - drill some termination holes and grind out v channel in the crack for better adhesion.
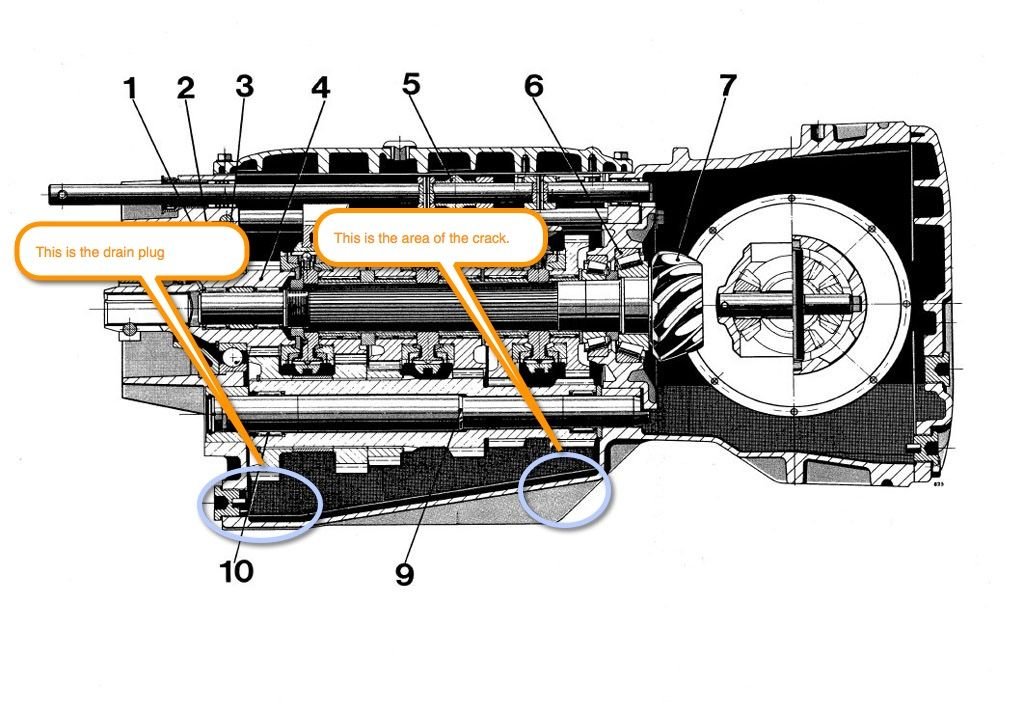
Here is a pic showing the location of the crack on the cross section of the tranny
Thanks again for all the help and the ideas.
Do you think using an epoxy metal patch would be just as good as a weld in this situation? Seems like these metal patches can be an excellent DYI solution. Whereas welding would require pros.
Something VERY IMPORTANT to keep in mind, before ANY TIG welding, make sure that the battery and BOTH ECU's are disconnected.
The high frequency start on a TIG welder can do unspeakable things to computer modules.
From experience . . . .
If you wanna do this the right way, and not have pitted bearing surfaces, the crack open up and start running, plus what ever.
I've been a certified welder, over 50 years, welding inspector, and teacher. Teach at the local community collage. My students pass, and they can fabricate.
Drain all the oil outta the case, flush it with acetone. It'll take a couple of gallon cans. Fill the case with acetone. Use compressed air while the acetone is in the trans, before you remove the drain plug, and force the acetone outta the crack. Then drain the trans, may have to do this step twice.
Get a heat lamp, after the trans is drained, and heat up the case. Get it hot!
Aluminum, has to be clean to weld. Now if you're ready to weld, run a bleeder line into the fill port on the case, of Argon, and use masking tape to cover the drain, and fill port around the bleeder line. poke some holes in the tape to let the backing gas outta the case. Then bevel, the crack with a grinder, and make sure it's clean. Ya may have to drill a hole at each end of the crack to keep it from running. Wipe it with acetone! Then TIG it with around 5 PSI of Argon flooding the case. This will make the weld inside the case a mirror image of the weld outside the case.
Epoxy, glue, what ever is a mickey mouse way to make a temporary repair.
VERY IMPORTANT! Don't use a grounding clamp, use a grounding lug with a bolt, as close to the welding surface as possible. This will eliminate pitting of the bearing surfaces. This way ya don't have to pull the trans, and disassemble it for welding.
Find an aircraft certified welder in aluminum TIG welding.
If you wanna do this the right way, and not have pitted bearing surfaces, the crack open up and start running, plus what ever.
I've been a certified welder, over 50 years, welding inspector, and teacher. Teach at the local community collage. My students pass, and they can fabricate.
Drain all the oil outta the case, flush it with acetone. It'll take a couple of gallon cans. Fill the case with acetone. Use compressed air while the acetone is in the trans, before you remove the drain plug, and force the acetone outta the crack. Then drain the trans, may have to do this step twice.
Get a heat lamp, after the trans is drained, and heat up the case. Get it hot!
Aluminum, has to be clean to weld. Now if you're ready to weld, run a bleeder line into the fill port on the case, of Argon, and use masking tape to cover the drain, and fill port around the bleeder line. poke some holes in the tape to let the backing gas outta the case. Then bevel, the crack with a grinder, and make sure it's clean. Ya may have to drill a hole at each end of the crack to keep it from running. Wipe it with acetone! Then TIG it with around 5 PSI of Argon flooding the case. This will make the weld inside the case a mirror image of the weld outside the case.
Epoxy, glue, what ever is a mickey mouse way to make a temporary repair.
VERY IMPORTANT! Don't use a grounding clamp, use a grounding lug with a bolt, as close to the welding surface as possible. This will eliminate pitting of the bearing surfaces. This way ya don't have to pull the trans, and disassemble it for welding.
Find an aircraft certified welder in aluminum TIG welding.
polecat702 - THANK YOU this is amazing information and I will share it which whomever I can find to weld the case. This is why I love this forum, full of good folk with helpful info. Thanks again.
I have found one TIG welder with appropriate experience, unfortunately he does not have a lift, not mobile, and not enthusiastic about welding upside down. If I can't find someone to do it in the car, I'll have to take the car home and remove it myself.
polecat702 - THANK YOU this is amazing information and I will share it which whomever I can find to weld the case. This is why I love this forum, full of good folk with helpful info. Thanks again.
I have found one TIG welder with appropriate experience, unfortunately he does not have a lift, not mobile, and not enthusiastic about welding upside down. If I can't find someone to do it in the car, I'll have to take the car home and remove it myself.
Michael,
Any certified welder with a 6G welding cert in TIG, had to do overhead, and upside down welding to certify. 6G is for pipefitting. Portland is full of shipyards, call around.
Ok so, we removed the transmission out of the car and removed the JB Weld patch and this is what we found!
It's much worse than I expected and looks to be coming from the inside, which is odd because the car shifts through all gears just fine with no noises or weird vibrations or anything.
I looked at the cross section of the transmission and didnt see anything that would fail to cause this protrusion. With the transmission out of the car and drained, we are going to fish around on the inside fro metal and test for play in mechanism.
Clearly there is a concern that something has inside the transmission has caused the protrusion, we don't know what. I am considering my options:
1. Weld the case and pray
2. Hunt for a new case and rebuild (pretty expensive)
3. Hunt for rebuilt transmission (most expensive)
Thoughts?
Last edited by Michael Benno; 04-07-2016 at 11:15 AM.
Reason: Added a new pic
Ouch, now you know what you have to work with, sorry to see that too
Wondering if this could have been caused by a broken Reverse and or Centering Spring that was then fixed after?
I had one (broken spring) take out the 5th gear set, broke a few teeth
My thought is that when you open this trans up you are going to find that a tooth is broken off of one of the gears. I would say "missing from one of the gears," except that I also thing that you are going to find it stuck into the hole that appears to have been punched from the inside.
I still think any of the ideas suggested above in this thread are good advise as to how to deal with it, once the area is cleaned up inside and out.
If you feel like a drive, I'm happy to TIG that back together for you up here in Seattle. I'm not certified in anything, but I'm pretty handy with it, and I'm free ... minus beers.

 03-29-2016, 10:41 AM
03-29-2016, 10:41 AM