996 Engine Case Reman - Bullet Proof
 08-09-2017, 02:50 PM
08-09-2017, 02:50 PM
#16
Race Director

 08-09-2017, 03:28 PM
08-09-2017, 03:28 PM
#17
Advanced
Join Date: Oct 2011
Posts: 87
Likes: 0
Received 0 Likes
on
0 Posts
08-09-2017, 03:42 PM
#18
Race Director
08-09-2017, 03:52 PM
#19
Instructor
08-09-2017, 04:08 PM
#20
Burning Brakes
08-09-2017, 05:14 PM
#21
Racer

While it's true that steel is poorer heat conductor (17 BTU/hr ft F vs 118) it is also much stiffer. It will resist deformation at higher temperatures a 3x the rate that aluminum at 200C.
I agree with others, having competition and choices works out better for the consumer and keeping these cars on the road.
I agree with others, having competition and choices works out better for the consumer and keeping these cars on the road.
Last edited by jandackson; 08-09-2017 at 09:35 PM.
08-09-2017, 05:20 PM
#22
Race Director
yeah, like I said, I looked through the pics quickly and mistakenly believed the entire aluminum portion was remove and replaced with the steel sleeve, not just that the aluminum portion was bored to accept the steel sleeve.
08-09-2017, 05:23 PM
#23

It's a small part of the rebuild though. You will still need
-rod bearings
-crankshaft bearings
-IMS bearing / solution
-engine case bolts
-head bolts
-rod bolts
-crankshaft carrier case bolts
-timing chains
-timing chain guide rails
-tensioners (you goin to reuse the old ones??)
-new AOS
-New or at least cleaned and tested fuel injectors
I am missing stuff...that's off the top of my head.
all this will add up to about the same price as nickies from LNE
-rod bearings
-crankshaft bearings
-IMS bearing / solution
-engine case bolts
-head bolts
-rod bolts
-crankshaft carrier case bolts
-timing chains
-timing chain guide rails
-tensioners (you goin to reuse the old ones??)
-new AOS
-New or at least cleaned and tested fuel injectors
I am missing stuff...that's off the top of my head.
all this will add up to about the same price as nickies from LNE
08-09-2017, 08:52 PM
#24
Rennlist Member
Thread Starter
Join Date: Oct 2011
Location: Tampa, FL
Posts: 106
Likes: 0
Received 0 Likes
on
0 Posts
Hey Guys,
The first process is to clean the cases thoroughly and inspect them for cracks.
The sleeves that we install are "Dry Sleeves" and are precision press fit with ~.001" to .0015 clearance between the aluminum stock bores.
1st Step is to bore the aluminum cylinders ID to 0.001" under size of the OD of the Darton Liners. The bores stop short about 0.50" beyond the bottom of the BDC of the piston skirts. This leaves a ledge that holds the liners firmly in the cases.
2nd Step is to Freeze the Ductile iron liners to ~25'F and the Engine cases are stored at room temp in a climate controlled shop at 75'F. The liners will be pressed in with ~ 0.50" extended above the deck of the blocks.
3rd Step is fly cutting the liners to be about .002" from the surface of the deck
4th Step is to chuck up the cases into the block surfacer (decking) and make very small precise cuts until the liners are exactly flush with the cases
5th Step is the diamond hone the ID's of the Ductile Iron Sleeves and finish the bore to the exact clearance (piston to wall) per piston manufacturers specifications. This usually ranges from 0.002 to .0065"
5th Step is to deck the blocks approximately 0.001" to ensure a flat straight surface.
6th Step clean the blocks and hot tank them
7th Step remeasure everything and install pistons into the bores as test fit
8th Step Gap rings per manufacturer specifications
Wet sleeves are VERY expensive and require significant machining of the cases. ALL of the existing OE cylinder walls are removed and the cases are CNC cut / bored to install an entirely new cylinder assembly. The wet sleeves kind of "float" in the bores and use orings/seals to seal the cylinder assembly in the cases. (Similar to GT3's and Turbos) Once the cylinder heads are installed and torqued the wet sleeves will be held firmly in place.
The wet sleeves can have several different designs, and one advantage is to have a "block guard" machined in the tops of the cylinder assemblies that prevent movement of the cylinders. Here is a pic of a Turbo Charged Honda block that we sleeved with a block guard installed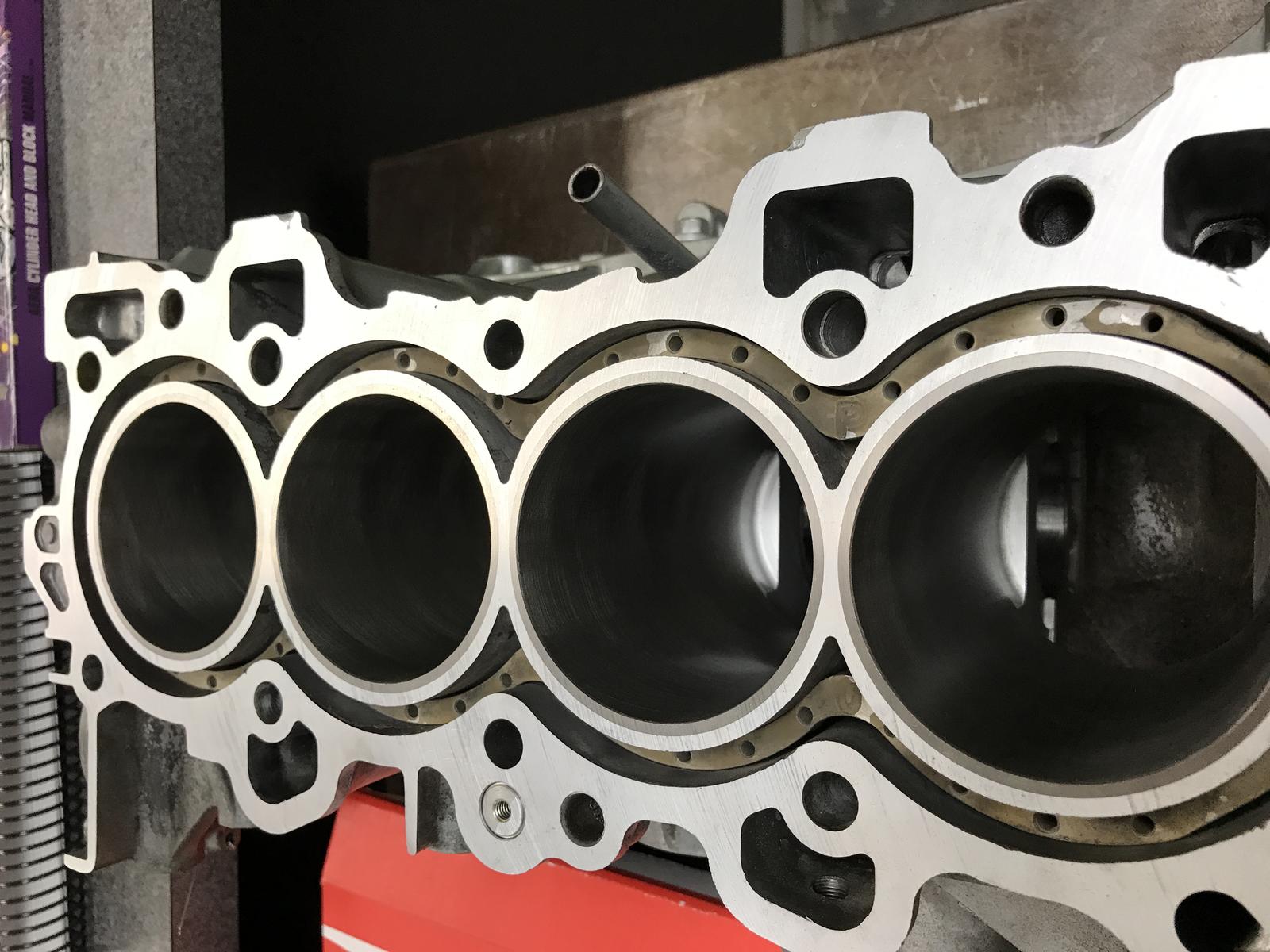
A big problem with wet sleeves if when the fail, it is usually catastrophic and the engine blocks or cases need to be scrapped. If there is a failure in a Dry Sleeve, the sleeves is removed and a new one is pressed in.
The first process is to clean the cases thoroughly and inspect them for cracks.
The sleeves that we install are "Dry Sleeves" and are precision press fit with ~.001" to .0015 clearance between the aluminum stock bores.
1st Step is to bore the aluminum cylinders ID to 0.001" under size of the OD of the Darton Liners. The bores stop short about 0.50" beyond the bottom of the BDC of the piston skirts. This leaves a ledge that holds the liners firmly in the cases.
2nd Step is to Freeze the Ductile iron liners to ~25'F and the Engine cases are stored at room temp in a climate controlled shop at 75'F. The liners will be pressed in with ~ 0.50" extended above the deck of the blocks.
3rd Step is fly cutting the liners to be about .002" from the surface of the deck
4th Step is to chuck up the cases into the block surfacer (decking) and make very small precise cuts until the liners are exactly flush with the cases
5th Step is the diamond hone the ID's of the Ductile Iron Sleeves and finish the bore to the exact clearance (piston to wall) per piston manufacturers specifications. This usually ranges from 0.002 to .0065"
5th Step is to deck the blocks approximately 0.001" to ensure a flat straight surface.
6th Step clean the blocks and hot tank them
7th Step remeasure everything and install pistons into the bores as test fit
8th Step Gap rings per manufacturer specifications
Wet sleeves are VERY expensive and require significant machining of the cases. ALL of the existing OE cylinder walls are removed and the cases are CNC cut / bored to install an entirely new cylinder assembly. The wet sleeves kind of "float" in the bores and use orings/seals to seal the cylinder assembly in the cases. (Similar to GT3's and Turbos) Once the cylinder heads are installed and torqued the wet sleeves will be held firmly in place.
The wet sleeves can have several different designs, and one advantage is to have a "block guard" machined in the tops of the cylinder assemblies that prevent movement of the cylinders. Here is a pic of a Turbo Charged Honda block that we sleeved with a block guard installed
A big problem with wet sleeves if when the fail, it is usually catastrophic and the engine blocks or cases need to be scrapped. If there is a failure in a Dry Sleeve, the sleeves is removed and a new one is pressed in.

 :
08-10-2017, 09:17 AM
:
08-10-2017, 09:17 AM
#26
Three Wheelin'
Join Date: Jun 2016
Location: Toronto, north of the lake.
Posts: 1,555
Received 202 Likes
on
131 Posts
While I know nothing about engine building, what I really want out of this thread is the manufacture to say, "With our engines, you can reliably run 20lbs of boost."
Yeah, that's what I want to hear.
Yeah, that's what I want to hear.
08-10-2017, 09:25 AM
#28
Rennlist Member
 08-10-2017, 06:45 PM
08-10-2017, 06:45 PM
#29
Rennlist Member
I thought the big cheese would have chimed in by now to educate us all a little more.