When you click on links to various merchants on this site and make a purchase, this can result in this site earning a commission. Affiliate programs and affiliations include, but are not limited to, the eBay Partner Network.
We've actually been asked to do head work for a 3 valve prototype so we might be doing that, but in the mean time the mill is more or less devoted to the case project. After the first 40 are done we will take a breath and see what other cool things we can build, and then get back on the 3.6 and develop the GT3 / turbo case.
The situation you described is exactly why I did this project in the first place!
You might be wondering why we obsess over something so elementary as an object being flat. It's pretty simple - mostly, when you are sending out your old factory cases to be machined back to spec, what they are doing is restoring the flatness of the case. Shops like Ollies, like Competition Engineering (Walt Watson) are mainly concerned with making the case mating surfaces flat as well as the cylinder spigot faces flat. Heat and age conspire to warp these surfaces ever so slightly.
But my premise is that they were never really that flat to begin with. As I have pointed out before, factory tolerances are pretty loose.
Also, the method these Porsche shops use to restore flatness is pretty primitive as well - they use a flat honing stone that is scraped against the surface to restore flatness. It comes back fairly flat, but it requires a talented machinist to do it, and that's why there is such a huge backlog at these shops.
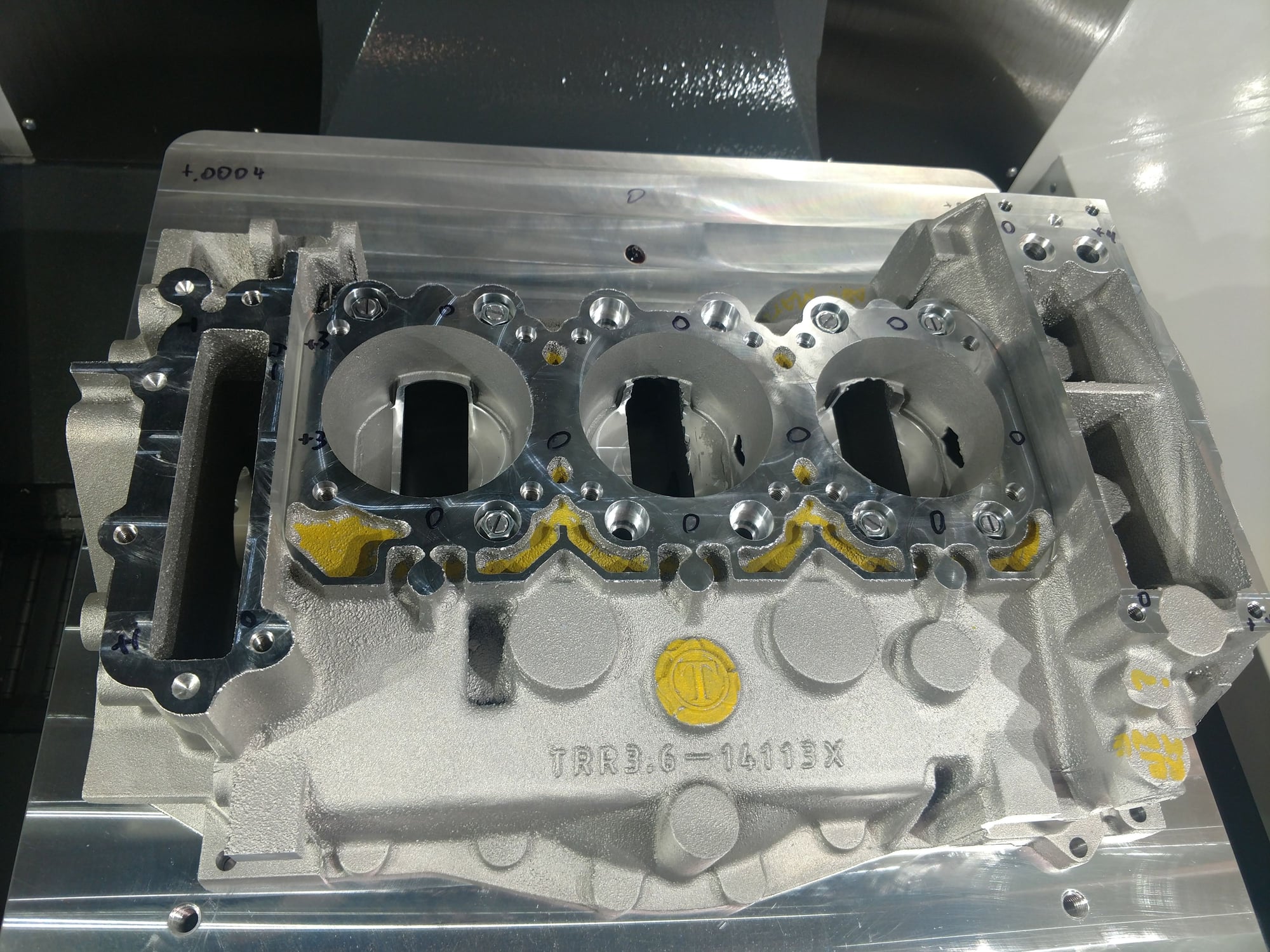
Candidly, our level of initial flatness blows any shop away. See for yourself in the attached picture. You'll see sharpie marks right on the case that Harman marked after we cut this one. The notations are in tenths. For you non machinists, here are the way these are measured:
- The average human hair measures .004"
- One thousandth of an inch is .001"
- we are measuring in tenths, which is .0001"
So when Harman writes +4 in sharpie, what he is saying is .0004" which is one tenth the thickness of a human hair! Oh, and that is our worst measurement. Most of them are zero, meaning we can't measure any further.
Beautifully done. I�m curious what the process is to make these measurements?
Thank you. There are two ways we use to check flatness, and we always use both because Harman won't be satisfied with just one method of measurement. I like to joke that he makes his bed with a measuring tape and checks the flatness of his dinner table before eating.
The first method we use is a mitutoyo dial indicator (all of our measuring tools are mitutoyo brand, they are the best) that is loaded into the machines spindle. This gauge is accurate to tenths. We do what's called "tramming" whereby we run the indicator along a flat surface and log where the needle moves and note the flatness. This alone would be more than enough to satisfy factory tolerances which are measured in thousandths, not tenths.
Then, we use the probe that is connected to the machine. The probe is made by Renishaw and is a highly accurate computerized locating system with a stylus that is tipped with a Ruby. The probe is also loaded into the spindle and is used to measure the height, depth, circumference or whatever you want. Renishaw claims the probe is accurate to 1 micrometer, which is a tenth of a tenth.....!!!!! I have no reason to doubt it .
That's how we do it. Mainly we use the two measurements to check each other, and we use expensive certified test blocks to check and calibrate the instruments . It's laborious but worth it.
"We do what's called "tramming" whereby we run the indicator along a flat surface..."
ah... so how/who checks the flat surface is a flat surface?
Making sure something is flat or square starts with some assumptions that must be made. To ensure the cylinder surface is flat, we have to assume the case mating surface is flat. To assume the case mating surface is flat, we have to assume the fixture plate is flat. To assume the fixture plate is flat, we have to assume the machine's table is flat. To assume the machine's table is flat, we have to assume the machine is calibrated and properly leveled.
There are a lot of assumptions here, but we can't assume anything until it's checked and verified. So when I got this new machine, Haas was there for a week to ensure machine level and calibration, covered here https://www.taorminaracingdesigns.com/the-latest/
Leveling and calibration is performed with special laboratory grade test blocks which are known (and certified) to be flat. We then adjust accordingly.
Every single one of those assumptions I mentioned above represents 2-3 days of work per step to make sure that each stage creates a flat surface.
Of course, nothing *stays* flat, at these levels, even temperature makes a difference. But it becomes much much faster to check all of this when you have a good baseline. At this point we can do all of our checks in the morning just after the machine warm up routine and it takes less than 30 mins to ensure we start with a flat and square surface and then all the day's production begins.
Well folks, there you have it. We took 30 preorders today, meaning there are only 10 left at the $5000 price. I honestly still can't believe it. Our order pool is made up of enthusiasts and world renowned engine builders and everyone in between. Thanks Rennlist for your support, and a big thank you to those that ordered. I honestly didn't think this many would order and the faith you guys have in me is humbling.
Stay tuned for more updates on this thread as well as my site's news tab for more.
Did you miss out? Still 10 left at $5000 and those will be open to the general public TOMORROW on my website. After those 10 are gone, price goes up.
I found this video mesmerizing. I'd show this off more prominently, as it really gives a feel for how much planning, work and expense has gone into the project - and how much individual time is required for each casting. You don't often get this much insight into a manufacturing process.
For the benefit of anyone else reading this, I had made it abundantly clear in the thread that (and let me break it down for you):
1. We would finish the programming to ensure consistency and repeatability
2. We would create one, build it into a motor, and test it while the 40 buyers patiently waited and followed the progress of the build
3. After testing, we would take what we have learned and modify the program, if required, and make the final design changes
4. Finally, we would deliver the 40 cases.
I can see I had to give you the paint by numbers version of this, but I thought it was obvious from the posts that you didn't read.
And no, you won't get one. Promise!
This project, which I have subsidized fully with my own money will go to deserving folks who can appreciate that if you divide $600k by 40, you get a lot more than $5000.There are no 3.6 cases out there. That is a problem which I decided to fix.
Well at least that part was true! Ironic foreshadowing?
I was lucky I picked up one of the factory cases without serialization I am keeping for a future project. Absolutely nothing wrong wit what the factory made. I wouldn't trust what i see here.
It is sad that nothing was done about this and rennlist allows sponsors to screw people over. He took in about what he had invested and now crickets.
I tried to help as his foundry had no clue to what they were doing and made one amateurish mistake after another. I wish I was still in the foundry business (actually retirement is better) maybe it is time to reconsider I have a friend who has one of the best foundries in the US and we can do both mag and aluminum. Just don't have the capital or time to invest with so many other projects going on.

 03-05-2019, 08:19 PM
03-05-2019, 08:19 PM





 Subscribed
Subscribed

