
Crank drilled like Chevy
 01-17-2007, 03:58 AM
01-17-2007, 03:58 AM
#1
Addict
Rennlist Member
Rennlist Member
Thread Starter
What exactly that means in 928 case? Porsche factory cranks are full of holes while Chevy has much less of them. This is Porsche factory:
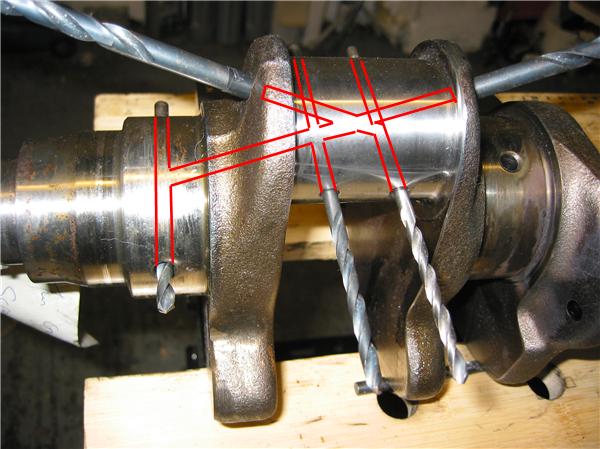
This shows how Porsche way compares to Chevy style with cross drilled mains:

Thanks for those pics, who ever you are who made them. I know I should remember who you are but...
Now the question is, is cross drilling of mains needed when stock 928 bearings are used? If its not done conrod bearings will not receive old feed for half of the 360 rotation. Does this matter or is it even better that way as there are less open feeds at any one time during crank rotation? Reason I'm asking is that Moldex crank I got do not have cross drilled mains, just 8 individual drillings from mains to each conrod:

This shows how Porsche way compares to Chevy style with cross drilled mains:
Thanks for those pics, who ever you are who made them. I know I should remember who you are but...
Now the question is, is cross drilling of mains needed when stock 928 bearings are used? If its not done conrod bearings will not receive old feed for half of the 360 rotation. Does this matter or is it even better that way as there are less open feeds at any one time during crank rotation? Reason I'm asking is that Moldex crank I got do not have cross drilled mains, just 8 individual drillings from mains to each conrod:
 01-17-2007, 08:08 AM
01-17-2007, 08:08 AM
#2
Instructor
Join Date: Apr 2006
Location: Across the BIG pond.The UK.
Posts: 170
Likes: 0
Received 1 Like
on
1 Post
Drilled like a 'Chevy' as its referred to could also be said to be drilled like a Chevy/Ford/Mopar/Pontiac/Buick etc.etc. as AFAIK all USA V8's are drilled this way.
I have the pics already but cant remember where I got them from ether !
I think I know who's pics they are , he commented a few weeks ago that he'd seen his crank oilway pics on Landsharks without credit ,I think these are them , I will check.
I have the pics already but cant remember where I got them from ether !
I think I know who's pics they are , he commented a few weeks ago that he'd seen his crank oilway pics on Landsharks without credit ,I think these are them , I will check.
01-17-2007, 08:16 AM
#3
Addict
Rennlist Member
Rennlist Member
Thread Starter
Originally Posted by C.F.
Drilled like a 'Chevy' as its referred to could also be said to be drilled like a Chevy/Ford/Mopar/Pontiac/Buick etc.etc. as AFAIK all USA V8's are drilled this way.
I have the pics already but cant remember where I got them from ether !
I think I know who's pics they are , he commented a few weeks ago that he'd seen his crank oilway pics on Landsharks without credit ,I think these are them , I will check.
I think I know who's pics they are , he commented a few weeks ago that he'd seen his crank oilway pics on Landsharks without credit ,I think these are them , I will check.
01-17-2007, 08:33 AM
#4
Addict
Rennlist Member
Rennlist Member
Thread Starter
Yes, Martin D did post them back in 2003:
https://rennlist.com/forums/928-forum/92854-oil-starvation-problem-at-high-rpm.html
It also appears what I have is drilled like Chevy and there are no cross drilling on mains. At least not in some US V8 cranks.
https://rennlist.com/forums/928-forum/92854-oil-starvation-problem-at-high-rpm.html
It also appears what I have is drilled like Chevy and there are no cross drilling on mains. At least not in some US V8 cranks.
01-17-2007, 09:23 AM
#5
Three Wheelin'
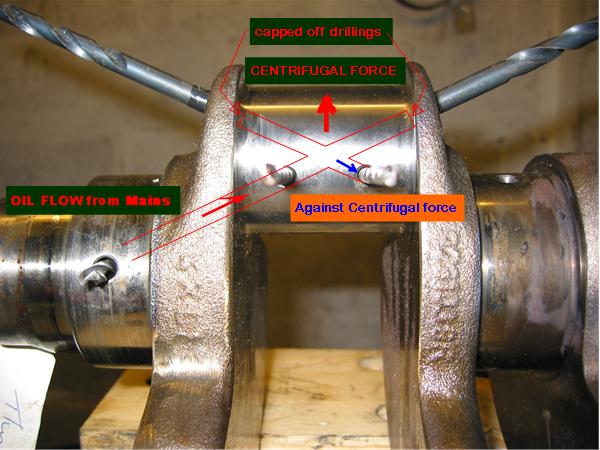
The term 'crossdrilling' refers to a hole all the way through the main (ignore the rod), the passage to the rods intersects it at the center. This was realized to be a bad idea over time, the oil must overcome centrifical force to get to the rod passage at the center which is very bad but not realized until after the term cross drilled became a buzzword. The ideal oil passage would be a hole in the main that stays just under the surface going no deeper than necessary until it reaches the passage up to the rods, the way a Chevy crank was drill many years ago is just a practical example of drilling that doesn't have issues.
01-17-2007, 10:05 AM
#6
Addict
Lifetime Rennlist
Member
Lifetime Rennlist
Member
Now the question is, is cross drilling of mains needed when stock 928 bearings are used
My current stroker motor has a Scat crank and all of the mains grooved 360.
Grooving mains 180 or 360 is an ongoing debate with the American V8 engine builders as to what is better. I chose what others have run in the past on a 928 motor.
01-17-2007, 11:35 AM
#7
Addict
Rennlist Member
Rennlist Member
Thread Starter
Its starting to make sense to me, finally. So problem is not so much "against cenrifugal force" in conrod end of the drillings. Its fact that when crank is rotating fast enough oil will be driven out from center of the mains drilling. This will result gas forming in the oil which in turn will prevent oild geting into rod bearings. Interesting talk about this at Subaru forum:
http://forums.nasioc.com/forums/showthread.php?t=956862
I will leave Moldex crank alone and think about doing 360 grooved mains. Only thing that worries me in it is that IIRR in theory bearing widths used in modern engines should not work at all. They should be 10x wider as its only very small part of actual width which does support crank. Most of the width is waisted as its so close to the edge that oil has easy path to escape when crank is pushing down. Now if there is groove at the middle of bearing this will make two much narrower areas which support crank instead of one wider. Total are in two is smaller than in setup without groove. But it must be enough as this is used in Chevy's etc also.
There is mention in one other forum about pluging one of two sides on cross drilled mains to prevent through flow on high rpm. Maybe this is cheap solution to 2/6 conrod bearing problems in 928 cranks also. It would obviously be better to truly drill like Chevy but its proving difficult in here (thinking about other engine build which uses stock crank). Pluging one side would mean conrod feeds would not be in ideal position but maube it would work anyway.
http://forums.nasioc.com/forums/showthread.php?t=956862
I will leave Moldex crank alone and think about doing 360 grooved mains. Only thing that worries me in it is that IIRR in theory bearing widths used in modern engines should not work at all. They should be 10x wider as its only very small part of actual width which does support crank. Most of the width is waisted as its so close to the edge that oil has easy path to escape when crank is pushing down. Now if there is groove at the middle of bearing this will make two much narrower areas which support crank instead of one wider. Total are in two is smaller than in setup without groove. But it must be enough as this is used in Chevy's etc also.
There is mention in one other forum about pluging one of two sides on cross drilled mains to prevent through flow on high rpm. Maybe this is cheap solution to 2/6 conrod bearing problems in 928 cranks also. It would obviously be better to truly drill like Chevy but its proving difficult in here (thinking about other engine build which uses stock crank). Pluging one side would mean conrod feeds would not be in ideal position but maube it would work anyway.
Trending Topics
01-17-2007, 11:56 AM
#8
Three Wheelin'
There's an SAE paper documenting oil flow and temperature at the rod with full vs partial main bearing grooves. It shows significantly more flow at the rod at high rpms with a full groove. I don't know if the main bearing suffers, there is a natural tendancy to want the main bearing to have full bearing width available but it's the rod bearings that have a tough life.
01-17-2007, 12:11 PM
#9
Addict
Rennlist Member
Rennlist Member
Thread Starter
Is easy way of doing full 360 grooved set to just buy two bearings and use upper ones on both sides? Not counting in #1 obviously.
01-17-2007, 12:24 PM
#11
Instructor

Join Date: Jan 2007
Posts: 128
Likes: 0
Received 0 Likes
on
0 Posts
It is true that back in the early 80's we had trouble with racing SB Chevy's and bearings etc. esp..rod bearings!
Not something to digest here on the Net, ..as all kinds of things were tried, mostly successful, by keeping the rod stack narrower than thought and chamfering the rod bearings to accomodate a decent radius on the rod journals.
..as all kinds of things were tried, mostly successful, by keeping the rod stack narrower than thought and chamfering the rod bearings to accomodate a decent radius on the rod journals.
Piston to wall clearance, Ring type and end gap. and anything done, including to honing stones used onthe cylinder walls, that helped ring seal, ....all contributed to Chevy racing RPM levels of 8000 to 8400 that could run for 500 miles.
I am sure todays engines are much more reliable, but Porsche in the early 80's certainly kept pace with any.
JMO
Not something to digest here on the Net,
..as all kinds of things were tried, mostly successful, by keeping the rod stack narrower than thought and chamfering the rod bearings to accomodate a decent radius on the rod journals.Piston to wall clearance, Ring type and end gap. and anything done, including to honing stones used onthe cylinder walls, that helped ring seal, ....all contributed to Chevy racing RPM levels of 8000 to 8400 that could run for 500 miles.
I am sure todays engines are much more reliable, but Porsche in the early 80's certainly kept pace with any.
JMO
01-17-2007, 12:32 PM
#12
Addict
Rennlist Member
Rennlist Member
Thread Starter
Originally Posted by John Veninger
Yes, easy but expensive.
You'll still need to have the thrust bearing grooved.
You'll still need to have the thrust bearing grooved.
01-17-2007, 12:49 PM
#13
Drifting
erkka, the machine shop that wont drill the crank - do they know what they are talking about? not meaning to sound like i know, but... there must be machine shops who are drilling holes in cranks on a semi regular basis somewhere, ie some place that is manufacturing one off cranks etc??
01-17-2007, 12:55 PM
#14
Addict
Rennlist Member
Rennlist Member
Thread Starter
They would if it were new and not hardened yet. They just play it safe as they really do not want to start digging pieces of drill bit out from one when they mess up.
01-17-2007, 01:00 PM
#15
Three Wheelin'
I also thought that the machine shop sounded wimpy. Yes, the outside is hardened and they would have to use a carbide tool to start it but it is possible. I sometimes see similar jobs where someone brings me a part to EDM machine because it's too hard for them to machine conventionally, sometimes I wind up just machining it with due care on normal machines and don't even use the EDMs. Of course you could always find a shop with an EDM drill but it's not necesarry.