When you click on links to various merchants on this site and make a purchase, this can result in this site earning a commission. Affiliate programs and affiliations include, but are not limited to, the eBay Partner Network.
I've read with interest those threads that spoke about broken cam drive hubs. The explanation given was that they were likely damaged by ham-handed mechanics when they remove them, cracking them. That was plausible, and I shrugged it off, until it happened to me.
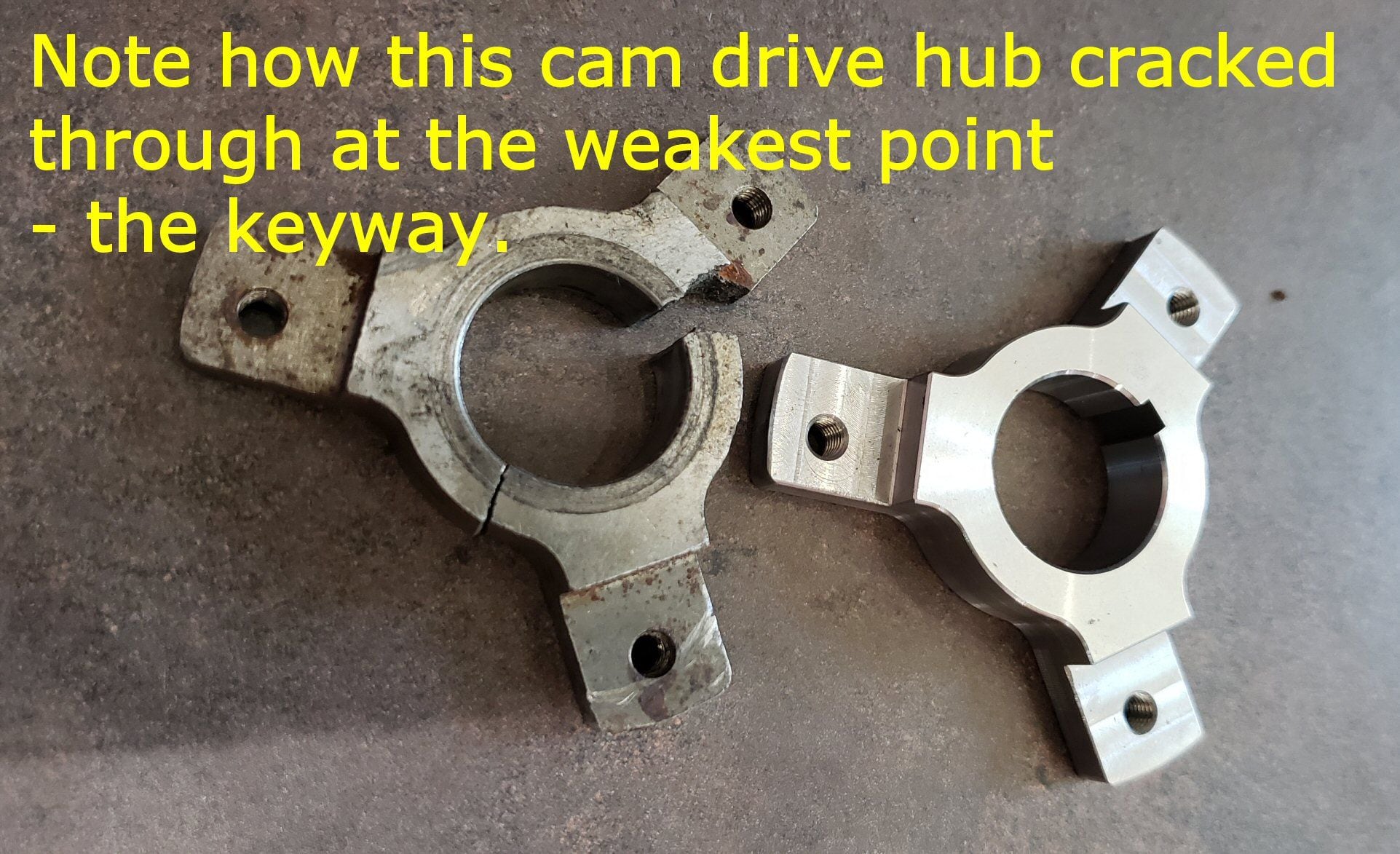
I broke one in the pit-out lane at Road America last year. The timing belt broke, and the stock cam drive hub cracked through its weakest section: the key-way groove. Which one happened first or second is anybody's guess. I bent some 29 out of 32 valves in less than a second after the cam train spun out of time with the crankshaft. The failure of this small part contributed to a very expensive repair: pulling the motor, disassemble the engine, new valves and pistons, and re-assembly. I was determined never to let this happen to us again.
I sent out the original broken cam drive hub to determine what it was made from, and FEA tested several other materials for ours before deciding to make it from 4140 pre-heat treated billet. We also added a self-supporting structure to each of the arms. I have been running these now for a while in combination with the Extreme Duty Timing Belt, and we have so far tested this engine to 1060HP without failure.
The good news is that I was actually able to make them for virtually the same price as the published price of new replacements from Porsche.
I would use this in combination with those other cam train upgrades we already have, such as the Extreme-Duty Timing Belt, and the HD Racing Camshaft chains. It's cheap insurance.
I'm not supposed to post on any of Carl's threads.....verboten by the management.
However, I'm going to take a chance....
This looks like a very nice part, well executed!
I've seen several (many) of these broken/cracked. I've always thought that they failed because someone didn't torque the cam bolt tight enough, or someone used the incorrect bolt.
Regardless, that key groove, so close in proximity of the edge of the part (in stock form) seems inherently weak.
Additionally, as valve spring pressures increase and cam lift/duration increases (increasing the amount of torque required to turn the camshafts), the loads on this part have to also increase.....probably dramatically.
Cheap insurance....you can't buy many valves for the cost of one of these!
Semi-retired, as of Feb 1, 2023.
The days of free technical advice are over.
Free consultations will no longer be available.
Will still be in the shop, isolated and exclusively working on project cars, developmental work and products, engines and transmissions.
Have fun with your 928's people!
I've seen several (many) of these broken/cracked. I've always thought that they failed because someone didn't torque the cam bolt tight enough, or someone used the incorrect bolt.
Regardless, that key groove, so close in proximity of the edge of the part (in stock form) seems inherently weak.
Additionally, as valve spring pressures increase and cam lift/duration increases (increasing the amount of torque required to turn the camshafts), the loads on this part have to also increase.....probably dramatically.
Cheap insurance....you can't buy many valves for the cost of one of these!
Thank you for your post, Greg. I agree with what you said. Although things like hi-lift cams and stronger valve springs add load to the valve train system and contribute to failures, when we see this part broken here, it is most often caused by the cam bolt having been reused and it has stretched. If the cam bolt does not hold torque, this little hub will try to do it and fail.
Recommend: replace the cam bolt with each cam change. I have them in stock, I'm sure you do too.
The cam sprocket, as you know, is only held in position on the cam by the clamping toque of the bolt alone. By the time we add higher lift cams and stronger valve springs, what I really need is to raise the torque on that bolt. We are a little worried what the internal thread on the cams can take... I think we cheat the toque up by about 5 ft lbs over stock but are cautious not to go up in torque any farther for fear of stripping the threads in the cam.
Who can advise what the limits of torque in the cam threads are? Can the internal threads handle as much torque as the fastener itself? My cams are made from the stock 928 cam castings.
Last edited by Carl Fausett; 05-08-2019 at 04:57 PM.
The cam sprocket, as you know, is only held in position on the cam by the clamping toque of the bolt alone. By the time we add higher lift cams and stronger valve springs, what I really need is to raise the torque on that bolt. We are a little worried what the internal thread on the cams can take... I think we cheat the toque up by about 5 ft lbs over stock but are cautious not to go up in torque any farther for fear of striping the threads in the cam.
How about going to a high strength M10 stud and (flange) nut? A stud would use all of the possible bolt threads in the cams.
There is plenty of room under the distributor rotors.
Thank you for your post, Greg. I agree with what you said. Although things like hi-lift cams and stronger valve springs add load to the valve train system and contribute to failures, when we see this part broken here, it is most often caused by the cam bolt having been reused and it has stretched. If the cam bolt does not hold torque, this little hub will try to do it and fail.
Recommend: replace the cam bolt with each cam change. I have them in stock, I'm sure you do too.
Carl, I thought quite a bit about making these, several years ago...and finally "chickened out". I finally came to the conclusion that there's a whole bunch more going on here, than initially meets the eye.
Looking at the stock triangular cam drive piece...it is completely machined...everywhere. There is no clue that it is cast (until it breaks), right?
Why would Porsche do that? Why would they go to the extra cost of making a casting and then machine that? It would be much cheaper (and much easier) to make this part out of a stick of billet steel, puking them out of a CNC lathe, right? Casting and then machining? Seems really dumb, right?
I came to believe that the casting part of the equation was really important...just like making cast flywheels turns out to be important.
Let me explain, with a "brutal" example from the 911 world:
Years ago, there was a company (no names) that made billet steel 911 flywheels out of 4130. Beautiful flywheels, all CNC machined, and lighter than stock. Visual works of art!
I think every single one of these flywheels, which was run for any period of time, came loose on the crankshafts, (ruining the cranks, of course.) The problem was that the flywheel bolts "sunk into" the "softer" 4130 material. And once the bolts sunk into the material, they were loose and the flywheels started "working" on the crankshafts. Metal transfer between the two pieces occurred....terrible metal transfer.
Disaster! Lots of very expensive Porsche scrap metal was created from these flywheels!
Turns out that cast iron resists "compression" much better than billet steel. The flywheel bolts won't "sink" into cast iron. (That's why Porsche flywheels are cast!)
I suspect that this is the same reason this part is cast and then matchined. This part, although not directly bolted on, is definitely under compression, against a fairly narrow "ledge" on the camshaft. However, the stock part will never show any "compression" marks, right where it touches the camshaft. I believe this is because it is cast....and resists compression. It will not "dig in" and become loose!
I'm extremely interested in your long term testing results. I hope I'm completely wrong and your piece works fantastic! I'll certainly buy them for engines with increased spring pressures and more aggressive cams, if they do.
I think this is a great picture, with clues regarding the failure of this part.
If you blow up the right hand picture and look at the flat portion, where this keyway would have sat against the key itself, it is quite easy to see the "fretting" of the keyway groove. Any trace of marks from cutting the kwyway are gone and all that is left is a damaged surface.
The question to answer:
Is this "fretting" common, a result of higher valve spring pressure, or a result of improper tightening at some point in the history of this part?
It would be fun to cut apart "virgin" examples of these parts, which have been running in stock engines since being originally tightened at the factory and see if they show any of this fretting.
Might be able to find one on an engine that is getting it's "first replacement set" of gears, where there is no reason for the hardware to ever be loosened?
The difference between the materials being discussed here fall in a narrow portion of the spectrum between ductile and brittle materials. A truly brittle material like a ceramic fails in a different manner than a ductile material - the propagation of cracks from defects (which are always present). It usually takes a tensile stress to propagate a crack, hence the difference between compressive and tensile strength. Ductile materials will deform plastically - maybe a little, maybe a lot - before they break, eventually from the propagation of a crack in higher strength metals.
A ductile material can become brittle, or fail without any prior plastic deformation, in many circumstances. In fact, most metal failures in any sort of dynamic "live" application are caused by fatigue. That's a process where a defect (a keyway counts as a big one) becomes a small crack that grows a little with each load cycle. There are a zillion factors involved, many ways to be surprised. For the same amount of effort, a cast material will have larger and more numerous defects than forged material. Bar stock ("billet") is forged, but is not as good as a part forged to shape. We once used the phrase "hogging a part out of bar stock" rather than "CNC billet". But a well-designed part won't fail, no matter how it's made because material and manufacturing are elements of its design. There are some very good casting processes - "triple arc-melt centrifugal vacuum cast plus HIP" is routine for jet engines.
Some cast irons have an attractive feature: a low coefficient of thermal expansion. Like welds, cooling a casting down from liquid can generate very high stresses. Cast iron is easy to cast - hence your fancy cast iron wood stoves. I don't know anything about flywheels, but coefficient of expansion might be a factor. Disk-shaped things will often concentrate stresses at their hubs (e.g., jet engine disks, which I do know something about). Tensile strength in the temperature range of interest is also important in thermal fatigue. It's a difficult thing to analyze, so nothing is as important as experience. Certainly in the jet engine business, changing anything from established design practice (this is codified in large handbooks) requires a great deal of analysis, testing and review (listen up, Boeing). (I worked with Kevin McAllister, now President of Boeing Commercial, when he was at GE. He helped me build my first garage. I sent him a note about helping me with my second garage, but I didn't get a reply.)
No point here other than providing a metallurgist's point of view. Carry on - these ain't jet engines.
The broken piece is a representative of the original part installed on our cars when they were sold. Cast.
The second (shiny) part is what happens if you buy a new one from Porsche today. It is milled.
I sent them both out to be tested - the cast part has a hardness of over 60 Rockwell C. The new part from Porsche had a hardness of between 20 and 30 Rockwell C.
Why did Porsche change from a cast and more brittle material to a machined and much softer material? I can only guess. One reason would be to stop the cracking and breaking of the brittle part. A more malleable alloy imparts toughness to the part - the ability to "take a liking and keep on ticking" ie: to bend, but not break. The other reason may have been purely an economic issue; to refill the parts bin, but at a much lower quantity... rather than casting a whole 'nuther production run, maybe they only wanted to make a few 100 or whatever.
Our concern was that the material they chose was so MUCH softer that the keyway would actually wear open with time. If impacted, it might not hold its shape.
So, we went with the middle ground - and selected a high-strength pre-hardened material that is less brittle than the cast part, yet better able to retain its shape than the soft version. Plus, we added those strengthening ribs so it would be a self-supporting structure.
Here is where the 4140 rests on the materials chart, and a pic of the three Porsche parts lined up.
1018 Low carbon steel 64,000 psi Tensile Strength
1045 Medium carbon steel 91,000 psi Tensile Strength
The other reason may have been purely an economic issue; to refill the parts bin, but at a much lower quantity... rather than casting a whole 'nuther production run, maybe they only wanted to make a few 100 or whatever.
To help your logic Carl - there are only 130 of these parts in Germany so they did not do a large production run. They also superseded the part number from 928 105 459 00 to 928 105 459 02 - Hope that helps.
__________________
Does it have the "Do It Yourself" manual transmission, or the superior "Fully Equipped by Porsche" Automatic Transmission? George Layton March 2014
928 Owners are ".....a secret sect of quietly assured Porsche pragmatists who in near anonymity appreciate the prodigious, easy going prowess of the 928."

 05-02-2019, 11:02 AM
05-02-2019, 11:02 AM












 George Layton March 2014
George Layton March 2014