When you click on links to various merchants on this site and make a purchase, this can result in this site earning a commission. Affiliate programs and affiliations include, but are not limited to, the eBay Partner Network.
Putting on the RacingBrakes.com Rotors on my race car has been one of the best mods yet. now, instead of them cracking out in a half of a season, they last a full 2 seasons
it has to do with their metalurgy and casting methods. (horizontal vs vertical as most common suppliers use). this provides strength and wear consistancy that i havent seen before on any cars i race with.
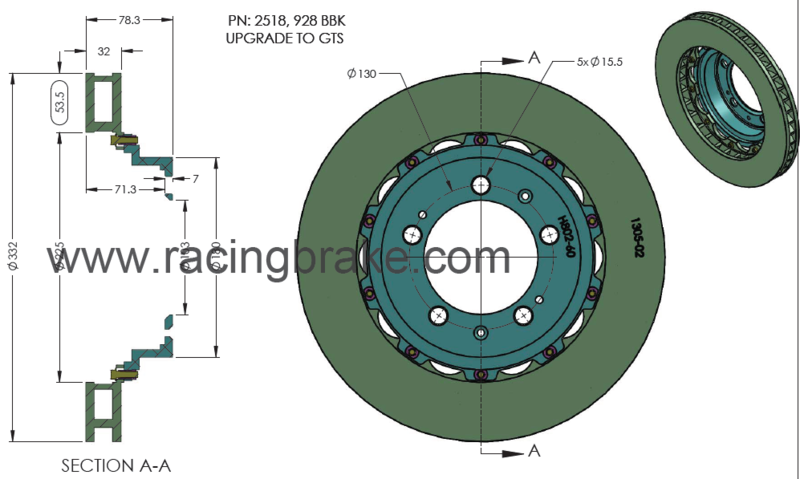
they have a 2 piece design for every need (sans the early cars) . this means you can use a stock caliper and run the stock rotors with 2 piece design, bump it up to a GTS diameter (322mm) or go a little bigger and use the 330 or even 332mm rotors...........the only mod if you have an S4, would be to use simple washers (machined spacers) to push out the calipers the appropriate amount for an S4 to use a 330mm rotor or a GTS to use a 330 or 332 mm rotor. http://www.racingbrake.com/category-s/7365.htm
I need to ask who and why would anyone cast a rotor vertically? It is contrary to standard foundry practices and far more difficult to make a quality product. I am trying to figure out what benefit there is by doing so and if you look at all the rotors the parting line is the same so I am skeptical that other manufactures cast their rotors vertically. Quality of a cast part is the result of many factors and if done properly should achieve relatively consistent results.
I need to ask who and why would anyone cast a rotor vertically? It is contrary to standard foundry practices and far more difficult to make a quality product. I am trying to figure out what benefit there is by doing so and if you look at all the rotors the parting line is the same so I am skeptical that other manufactures cast their rotors vertically. Quality of a cast part is the result of many factors and if done properly should achieve relatively consistent results.
Good question.
To clarify, the difference is the Sand Mold Making Machine; There are two types - Vertical and Horizontal.
From the casting parts you really can't tell which type of mold it's made from because the mold parting line are both (usually) in the center of cooling vane.
Vertical sand molding is ideal for smaller casting parts, more compact (less space), lower cost in equipment and maintenance, but when it comes to brake disc casting it has its 'inherent" drawback in casting quality.
Let me provide following self-explanatory illustration to help member here better understand the difference of the two type of sand mold. The dimension shows the depth from the gate to the bottom of cavity - The shorter time the molten iron (@1510C/2750F) to fill up the cavity the better for a more uniform casting.
Should other members have similar questions please feel free to ask. I will keep the answer easy to understand and objective.
Last edited by RacingBrake; 01-11-2018 at 05:35 PM.
To clarify, the difference is the Sand Mold Making Machine; There are two types - Vertical and Horizontal.
From the casting parts you really can't tell which type of mold it's made from because the mold parting line are both (usually) in the center of cooling vane.
Vertical sand molding is ideal for smaller casting parts, more compact (less space), lower cost in equipment and maintenance, but when it comes to brake disc casting it has its 'inherent" drawback in casting quality.
Let me provide following self-explanatory illustration to help member here better understand the difference of the two type of sand mold. The dimension shows the depth from the gate to the bottom of cavity - The shorter time the molten iron (@1510C/2750F) to fill up the cavity the better for a more uniform casting.
Should other members have similar questions please feel free to ask. I will keep the answer easy to understand and objective.
LOL
I understand the advantages of horizontal molding vs vertical. I'm a third generation founder and spent 30 years in the foundry industry making parts for everything from the DoD, NASA, Aerospace to just about anything you can think of from commercial to art work in MOMA. My Grandfather Pioneered Dow metal AZ92T6 Mag and headed The Eclipse Pioneer program for Bendix starting in 1930. I have his original notes and he did a lot of R&D that he turned over to the US government during WWII reducing scrap rate on a national average by 40%. Most foundry practices used today are a result of his research. His comments on the cons of Vertical castings are quite interesting and was not a consideration for most all applications.
I guess for cheap applications stacking molds vertically will help somewhat with increasing units per hour. Although the disadvantages and the quality will suffer tremendously. A decent Sinto will produce a large number of parts cheaply. My specialty was non ferrous mostly Magnesium, Aluminum, brass and Bronze alloys. Although most of my parts were low production highly specialized and far more complex than brake rotors. No doubt each alloy has its pros and cons but the principles are quite similar. From a foundry perspective the idea of casting something like this vertically is IMO not even a consideration when attempting to achieve a consistent and quality product. I just find it surprising actually more disturbing that Brembo, Zimmerman, Sabro, Coleman or other manufacturers would even consider vertical casting for rotors with applications for our cars.
Also I am assuming you are simplifying the illustration and don't pour directly into the casting but are doing this for illustration purposes. I am assuming you are omitting the gating system and Best practices would be to fill the mold from below and riser the casting from above to reduce oxides and allow for shrinkage.
I understand the advantages of horizontal molding vs vertical. I'm a third generation founder and spent 30 years in the foundry industry making parts for everything from the DoD, NASA, Aerospace to just about anything you can think of from commercial to art work in MOMA. My Grandfather Pioneered Dow metal AZ92T6 Mag and headed The Eclipse Pioneer program for Bendix starting in 1930. I have his original notes and he did a lot of R&D that he turned over to the US government during WWII reducing scrap rate on a national average by 40%. Most foundry practices used today are a result of his research. His comments on the cons of Vertical castings are quite interesting and was not a consideration for most all applications.
I guess for cheap applications stacking molds vertically will help somewhat with increasing units per hour. Although the disadvantages and the quality will suffer tremendously. A decent Sinto will produce a large number of parts cheaply. My specialty was non ferrous mostly Magnesium, Aluminum, brass and Bronze alloys. Although most of my parts were low production highly specialized and far more complex than brake rotors. No doubt each alloy has its pros and cons but the principles are quite similar. From a foundry perspective the idea of casting something like this vertically is IMO not even a consideration when attempting to achieve a consistent and quality product. I just find it surprising actually more disturbing that Brembo, Zimmerman, Sabro, Coleman or other manufacturers would even consider vertical casting for rotors with applications for our cars.
Also I am assuming you are simplifying the illustration and don't pour directly into the casting but are doing this for illustration purposes. I am assuming you are omitting the gating system and Best practices would be to fill the mold from below and riser the casting from above to reduce oxides and allow for shrinkage.
I guess that answers any remaining question on this revolutionary rotor casting thread.....
If it was revolutionary, the vents would be at the outer edges in a horizontal mold. Revolutionary axis the same as when installed in the car... Used to call that "centrifugal casting" rather than "revolutionary"...
I understand the advantages of horizontal molding vs vertical. I'm a third generation founder and spent 30 years in the foundry industry making parts for everything from the DoD, NASA, Aerospace to just about anything you can think of from commercial to art work in MOMA. My Grandfather Pioneered Dow metal AZ92T6 Mag and headed The Eclipse Pioneer program for Bendix starting in 1930. I have his original notes and he did a lot of R&D that he turned over to the US government during WWII reducing scrap rate on a national average by 40%. Most foundry practices used today are a result of his research. His comments on the cons of Vertical castings are quite interesting and was not a consideration for most all applications.
I guess for cheap applications stacking molds vertically will help somewhat with increasing units per hour. Although the disadvantages and the quality will suffer tremendously. A decent Sinto will produce a large number of parts cheaply. My specialty was non ferrous mostly Magnesium, Aluminum, brass and Bronze alloys. Although most of my parts were low production highly specialized and far more complex than brake rotors. No doubt each alloy has its pros and cons but the principles are quite similar. From a foundry perspective the idea of casting something like this vertically is IMO not even a consideration when attempting to achieve a consistent and quality product. I just find it surprising actually more disturbing that Brembo, Zimmerman, Sabro, Coleman or other manufacturers would even consider vertical casting for rotors with applications for our cars.
Also I am assuming you are simplifying the illustration and don't pour directly into the casting but are doing this for illustration purposes. I am assuming you are omitting the gating system and Best practices would be to fill the mold from below and riser the casting from above to reduce oxides and allow for shrinkage.
I just responded to the question on different layout of a sand mold which is one of many factors that can affect the quality of a brake disc casting. You sounded like you know a lot about the casting so it would be great if you can share your knowledge with us on how a good brake disc should be made of.
I would be interested to hear of the casting differences between Brembo/others with the RB process. Lets not turn this into a debate, but more of a way to find out why the RB rotors seem to be more, or equal in durability and wear patterns than others at a fraction of the cost.
even though Rotors are a relatively a simple cast, I think the metallurgy can be even more important to quality due to how they spend their lives heat cycling to extreme temps and wearing over their useful life.
the bottom line is that the rotors wear and last better than anything I've used to date. they are lasting 2-3x longer than stock rotors in extreme racing conditions. Even if they are equal to others, the fact that they are more cost effective and RacingBrakes is standing behind the products, is a huge differentiator . However, as discussed the centermount seems to make a lot of sense for better distribution/dissipation of heat from the rotor to the hat, vs the brembo and other's version of mounting using surface mount. (what mine look like now as i'm using RB rings, that are brembo copies of spec size)
Mk
Originally Posted by cobalt
LOL
I understand the advantages of horizontal molding vs vertical. I'm a third generation founder and spent 30 years in the foundry industry making parts for everything from the DoD, NASA, Aerospace to just about anything you can think of from commercial to art work in MOMA. My Grandfather Pioneered Dow metal AZ92T6 Mag and headed The Eclipse Pioneer program for Bendix starting in 1930. I have his original notes and he did a lot of R&D that he turned over to the US government during WWII reducing scrap rate on a national average by 40%. Most foundry practices used today are a result of his research. His comments on the cons of Vertical castings are quite interesting and was not a consideration for most all applications.
I guess for cheap applications stacking molds vertically will help somewhat with increasing units per hour. Although the disadvantages and the quality will suffer tremendously. A decent Sinto will produce a large number of parts cheaply. My specialty was non ferrous mostly Magnesium, Aluminum, brass and Bronze alloys. Although most of my parts were low production highly specialized and far more complex than brake rotors. No doubt each alloy has its pros and cons but the principles are quite similar. From a foundry perspective the idea of casting something like this vertically is IMO not even a consideration when attempting to achieve a consistent and quality product. I just find it surprising actually more disturbing that Brembo, Zimmerman, Sabro, Coleman or other manufacturers would even consider vertical casting for rotors with applications for our cars.
Also I am assuming you are simplifying the illustration and don't pour directly into the casting but are doing this for illustration purposes. I am assuming you are omitting the gating system and Best practices would be to fill the mold from below and riser the casting from above to reduce oxides and allow for shrinkage.
No easy way to approach this. My intention is not to take away from Racing Brake or this thread. I don't know their product. I will have to take your word that other manufacturer's would consider vertical casting a cored part with this configuration. No doubt if they do it has been blessed by engineers and accountants alike and meet some form of minimum criteria. If I were quoting a job like this vertical molding wouldn't even be a consideration and agree horizontal parting line is the better approach to achieving a quality product.. Though the accountants might not necessarily agree.
For years I was visited by Stevens Institute students (yearly field trip class) and as future engineers I found the most common question asked regarded the balance between making a quality product vs making an economical part and how to find the happy medium. My buyers used to call me their sliced bread shop. The best quality Class 1 grade A in quantities from 1 to 1000. Far different world then 100's of thousands of the same thing. No doubt my focus was a bit different than a mass producer like Brembo.
I could go on with the pros and cons and how so many factors from sand grain size & type, sand mix, additives, chills, chill sprays/coatings, gating, risering, screening, melting method, pour temps, fill rate, venting, shake out, heat treatment temps, quench etc, all impact the quality of the end product. This doesn't even get into raw materials and so much more all of which play their roll.
I am sure Racing Brakes is happy to explain their process how it compares to what others do is hard to comment on when we don't have any proof what that is.
Awesome! Btw, this is the upgrade for the 928GTS, or 911T (964) Big red / big black brake set up which use the 322mm rotors. this is the 13" (13.07") diameter that I have been using for a few years now. all i can say is WOW. the RacingBrake.com rotors lasted 2 full seasons and took some remarkable abuse. FAR exceeding the stock rotors as well as the used brembos rotors (2 piece) i started with.
they are working so well now. ( RB rotors with charlie's custom Hats but not center mount), ill have a hard time switching. But i will give them a try when these wear out .. unfortunately for you , that will be two more seasons, plus the SCCA Runnoffs i just completed with the new set!
Mark,
Thanks for sharing your experience. The item description is also updated based on your clear and useful suggestion, and the kit now includes "Spacers" and "Caliper Mounting Bolts".

 01-11-2018, 09:26 AM
01-11-2018, 09:26 AM










 , that will be two more seasons, plus the SCCA Runnoffs i just completed with the new set!
, that will be two more seasons, plus the SCCA Runnoffs i just completed with the new set!